



我们为您呈现了【直缝焊管】镀锌内涂塑钢管厂家服务始终如一产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:【直缝焊管】镀锌内涂塑钢管厂家服务始终如一的图文介绍


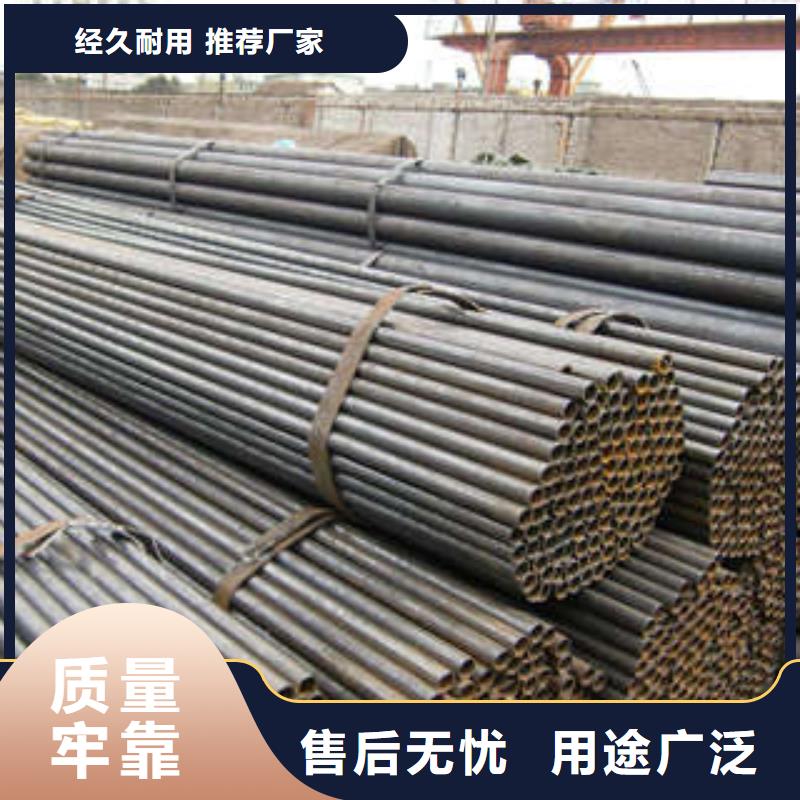
根据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去实施两面焊接的。单面焊接的对焊工技术提出要求,能做到单面焊接两名成形,通过钢球试验,保证截面积通过能力和焊缝成形均符合设计要求。焊后缓冷,用石棉布等盖上等等措施。 焊工要焊好钢管,除了基本理论,要琢磨操作,管子的焊接过程可能包俯焊、立焊和仰焊几种姿态(管子不能转动情况下),选择好电流的大小要照顾到立焊和仰焊的成形(有些管子不是很大,一次成形,无法中途电流),过程当中控制好电弧的和成形,可以适当摆动,要成形和必要的摆动结合好。 为了保证管子的焊接质量,对焊工要培训和,合格上岗。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 保养焊管设备需要按照相应的保养规范进行定期,即使工作状态良好,也需要对焊管机组进行保养护理,从根本上防止机械故障,确保生产顺利进行。在保养焊管设备过程中,发现磨损严重的零部件要即使对其进行更换。



鸿顺管道科技有限公司是一家专业生产 浙江台州热镀锌钢管、环氧树脂粉末EP内外涂塑钢管、镀锌内涂塑钢管、电缆穿线管的厂家,公司集生产,销售于一体,在长期的实践中积累了丰富的经验。公司实力雄厚,技术完善,设备先进。公司始终坚持严格的质量管控,完善的售后服务技术,在全国各地建立了本地化的安装。主打产品 浙江台州热镀锌钢管、环氧树脂粉末EP内外涂塑钢管、镀锌内涂塑钢管、电缆穿线管。我们对产品、对客户负责的态度,将品质作为选择材料的先决条件,打造高质量产品。以优良的服务、赢得了广大用户的青睐。在同行业中处于领先位置。公司以团结开拓,诚信自强的企业精神为广大用户提供优质的产品与的服务。我公司厂房地理位置优越,交通便利。欢迎各界朋友来我公司考察或致电洽谈。



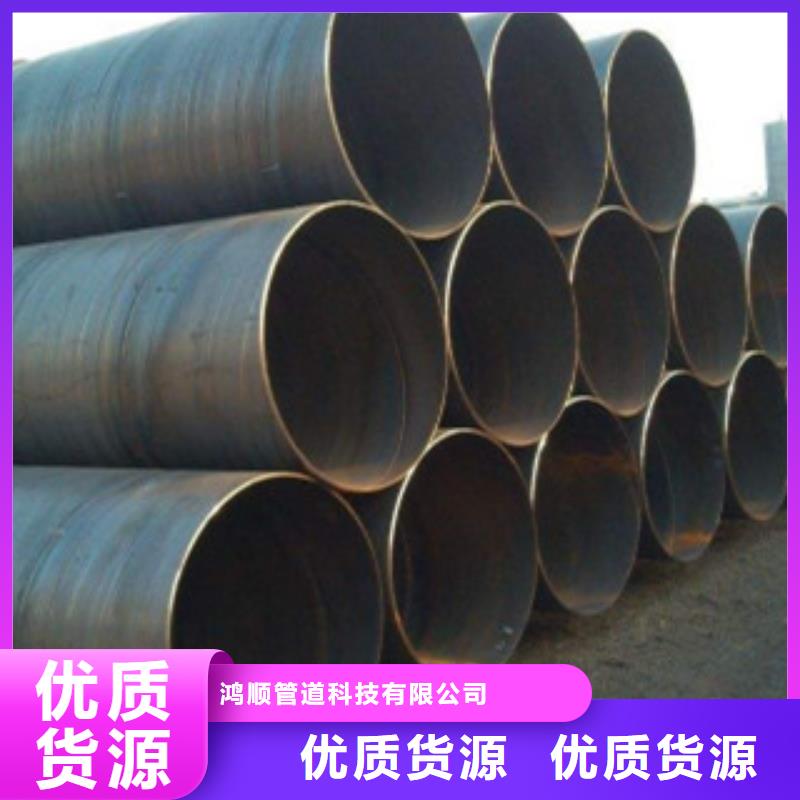
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。 通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。



