

无需长篇大论,观看激光切割机光纤激光切割机品牌企业视频,让你瞬间爱上我们的产品。
以下是:激光切割机光纤激光切割机品牌企业的图文介绍
华宇诚数控科技有限公司拥有一批高素质的 陕西榆林12000w激光切割机管理人才和工程技术人员,配备了成套的先进设备。并在长期的 陕西榆林12000w激光切割机市场磨练中建立起一套科学的生产管理模式。公司集多年设计、开发、生产经验,所有 陕西榆林12000w激光切割机产品均严格按照标准制作,工艺清湛,美观耐用,赢得了广大客户的喜爱。



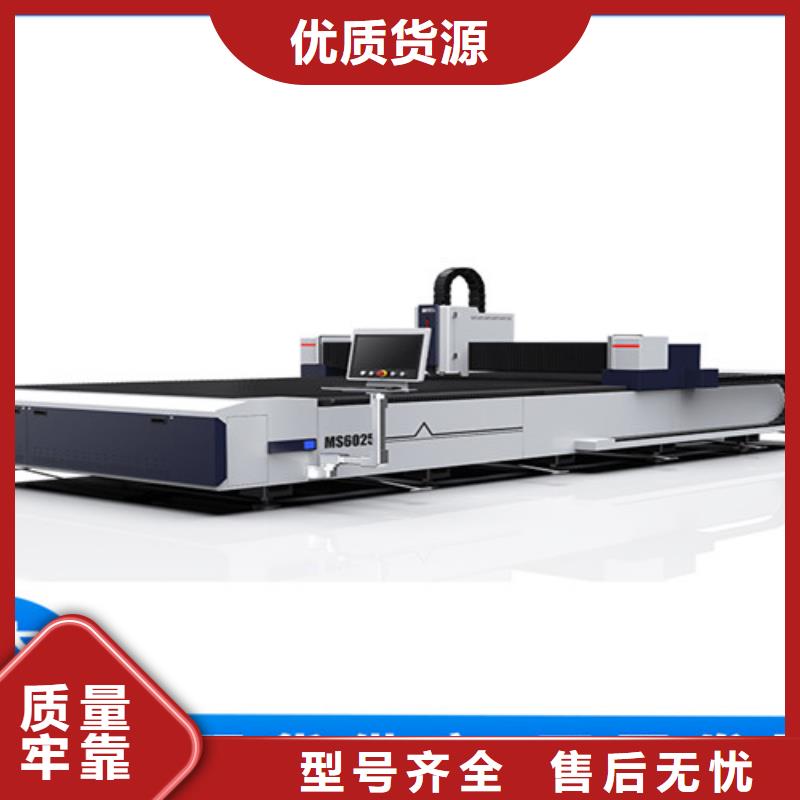
激光切割机具有非常好的切割效果,比传统加工切割,由着明显的柔性加工优势,省时、省人力,、高精度。由于金属激光切割机使用越来越广泛,在钣金加工、航空、电子、电器、厨具等行业都会应用到激光切割机。下面小编介绍下如何使用激光切割机切割出好效果。1、冷却系统要接地,常常清洗水箱和水路, 制冷温控水箱温控点要公道,否则造成激光管轻易破损和结露功率下降、管的冷水头脱落、寿命大大缩短,有时无法工作,造成不断换管。2、激光切割机的激光管安装支点要合理,支点应在激光管总长的1/4处, 否则造成激光管光斑模式变坏,有些工作一段时间光斑变成几个点,致使激光功率下降无法达到要求,造成不断地换管。3、水保护应常常检查清洗,冷却水常常不能冲开水保护浮子开关或水保护浮子开关不复位,不能采用短接方法解决燃眉之急。4、吸风装置应按期检查清理,把风机风管清理干净.否则良多烟雾灰尘排不出去,严峻快速地污染镜片和激光管 , 使各机械电子部件轻易氧化造成接触不好。5、聚焦镜和反光镜检查,工作一会镜架就发烧,镜片表面变色生锈;脱膜开裂都是属于要更换的对象,特别是良多客户用大气泵和空压机,这样在聚焦镜片上就很快积水,所以必需按时检查镜片光路系统的清洁和质量好坏。6、激光切割机工作环境不能太恶劣,假如环境温度高于30度,低于18度下,灰尘太多,空气污染严峻,这样机器严峻受损,故障率不断上升;湿润环境下各电器配件很轻易出问题。



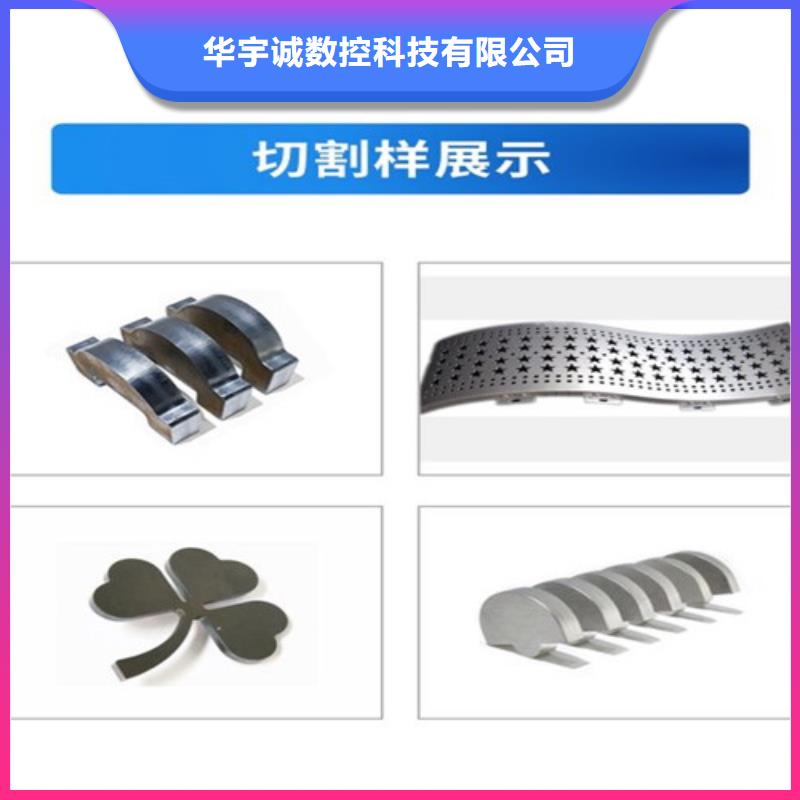
激光切割机厨卫行业使用的大部分厨卫产品都是不锈钢材料,因其耐腐蚀、美观、实用,广受市场青睐。传统的钣金加工方法繁琐、耗时、成本高,没有办法满足当前的市场需求。随着激光切割机的投入使用,它很好地弥补了传统钣金加工的不足。
与传统加工方法不同,激光切割技术具有切割精度高、切割速度快、切割端面光滑、无需二次加工等优点。此外,很重要的一点是,激光切割加工为企业节约了大量成本。由于激光切割不需要模具和工具,大大节省了开模成本。并且会大大节省人力成本。现在,一个人可以操作十个人做的工作的下料。
激光切割技术很好的满足了厨卫产品市场的定制化需求,生产周期更短,不需要让模具,降低开模时间成本,加工面无毛刺,不需要二次加工,打样无问题后可以快速实现量产。


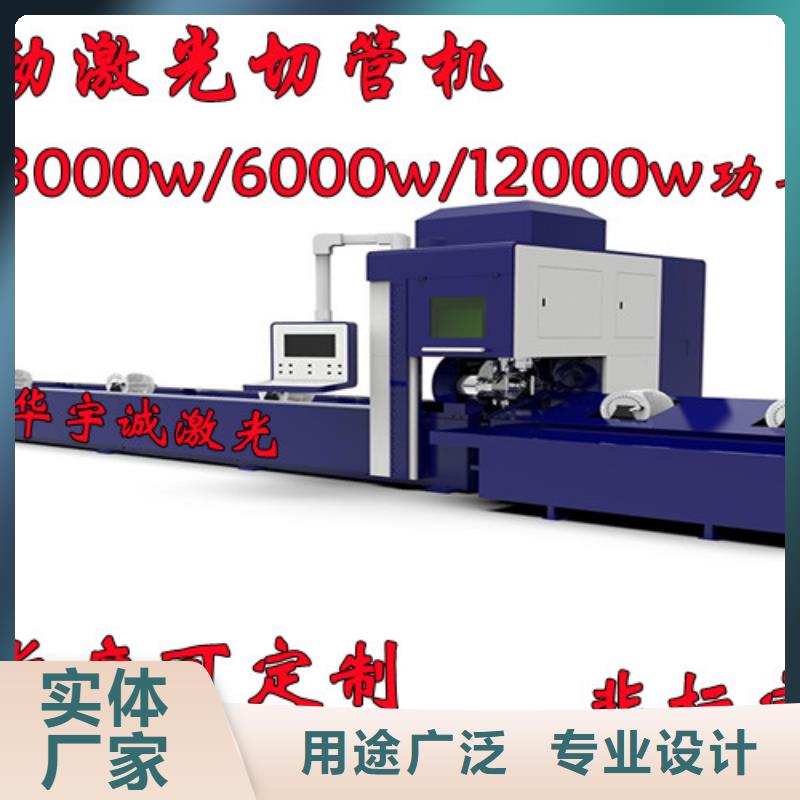
激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。


