



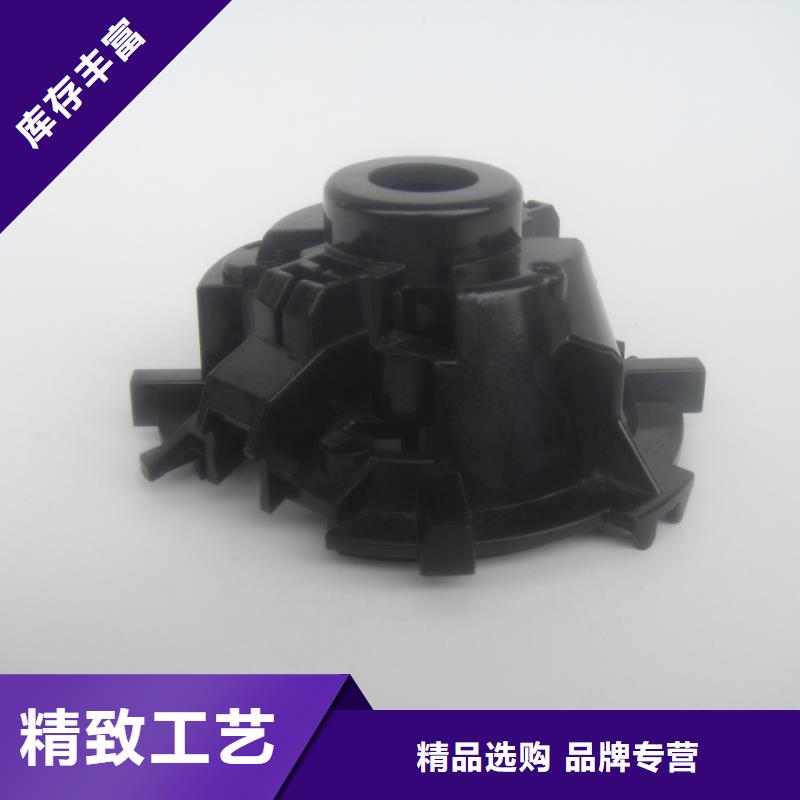
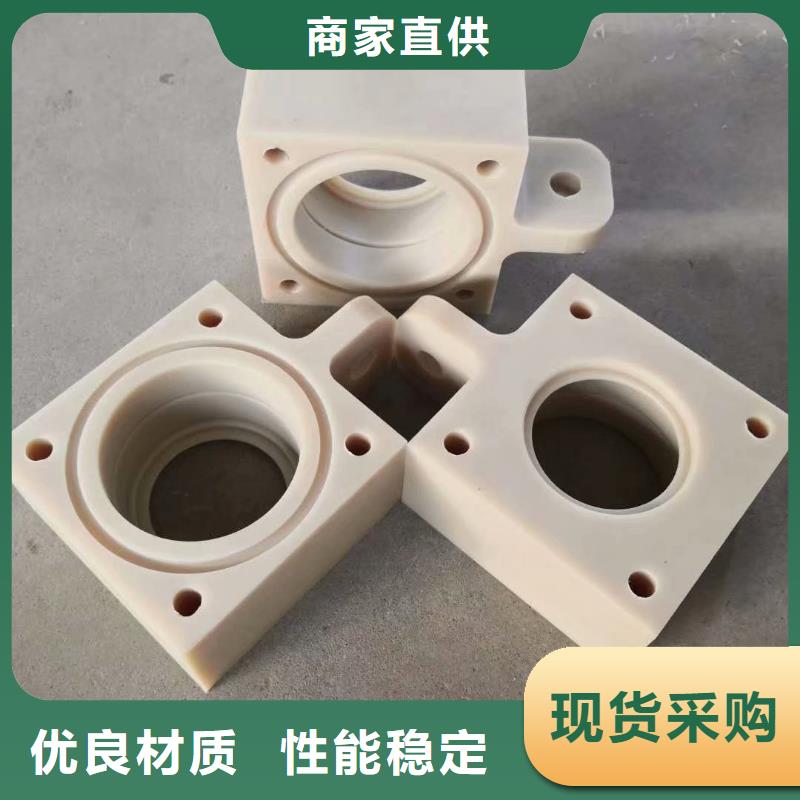

想要深入了解注塑产品-轻型输送带追求细节品质产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:注塑产品-轻型输送带追求细节品质的图文介绍

铭诺橡塑制品有限公司服务与承诺:
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、 齐全的 江苏宿迁尼龙套厂家产品、低廉的价格、 优质的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、 江苏宿迁尼龙套厂家品种齐全、 江苏宿迁尼龙套厂家价格合理。



江苏宿迁注塑产品 制品凹痕的方法 产生凹痕的原因 制品各部分厚度不同1-1 模具内在压力不足1-2 模具冷却不充分 由于冷却时间不足而产生的变形1-4 相关联的知识 21 在生产制品过程中,凹痕是不良现象中发生频率 的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是冷却慢的部分在气泡收缩的方向产生了显眼的凹面。2-2收缩性大的材料也容易产生凹痕。当要改变成型条件来四痕时,应该把设定条件往收缩小的方向设定。即模温、料筒温度降低,射出压力提高,但是应该注意由此可能会引起残余内应力。 23因为凹痕以不显眼为好,所以,如果不影响外观的时候,有故意在模具上加工成腐她的模样,例如纹状、粒状等。还有,如果成型材料是 HIPS时,用降低模温来降低光洁度也有效果。但是这些方法一旦有凹痕发生,想修理磨光制品就有困难。



江苏宿迁注塑产品 07 (8)型腔的厚度同填充长度,大体上成直线比例。 5-3 填充 长度 (L)同型腔的厚度(T)的比值L/T 为成型材料流动性的标准L/T 比值 材料 PVC(硬)150-100 PVC (软)240-160 PC150-100 PA6320-200 PS200-220 PP280-160 280-200 、制品银条痕的方法 产生银条的原因 1-1 材料中的水分和挥发性液体的气化 1-2 材料的分解 1-3 材料的剪切

