

为了给您提供更的买注塑产品尺寸大小调试技巧必看-图文介绍产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:买注塑产品尺寸大小调试技巧必看-图文介绍的图文介绍
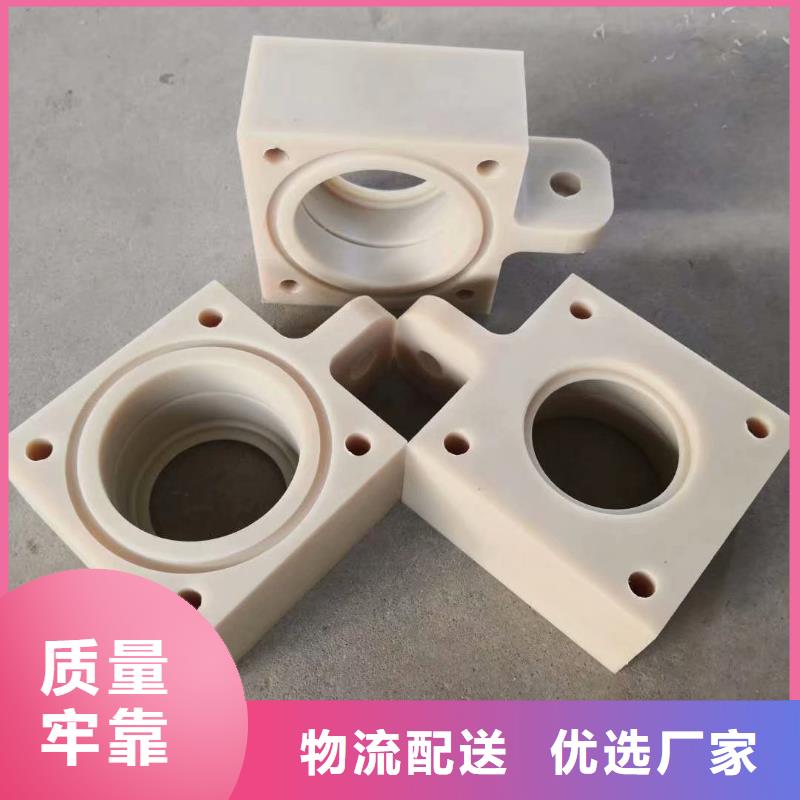
铭诺橡塑制品有限公司自投产以来,通过优良的 桂林临桂尼龙套厂家产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 桂林临桂尼龙套厂家。




桂林临桂注塑产品 三.解决方法: 3-1即时:下降射出压力 3-2 短期:提高模具型腔光洁度 3-3长期:脱模斜度要足够,脱模销要布置得非常平衡。 四。由于材料得差异 4-1GP 聚苯乙烯得网状龟得长度达到 1~2mm 得 数很少,HIPS 我们观察到非常小的白化现象。 五. 考事项 5-1网状龟裂同裂纹可用墨水涂布后区分出。 、制品白化的方法 产生白化的原因 1-1 脱模时的力(脱模不良) 1-2 过大的负荷 相关的知识 2-1 同上一节网状龟裂同样的原因 2-2由于脱模不良造成脱模销对制品施加过大的力造成白化现象的常见 23 白化指应力白色化,从图上应力属服曲线同裂纹白色化的过程知见,的确要化费能量。白色化后只要加少许的能量就会发生裂纹



桂林临桂注塑产品 9由于材料的差异: 4-1 因为大多数的材料必须干燥。通常是在料筒上附加干燥器 4-2象聚碳酸脂之类的特别要干燥的材料,在袋或罐中先预热干燥后再倒入干燥机. 4-3象PVC 等材料,容易发生分解也常发生银条痕。 4、制品飞边的方法 产生飞边的原因 1-1 模具分型面(PL) 滑动面不配合 1-2 射出压力太高 1-3 注射机的偏移 1-4 锁摸力不足


桂林临桂注塑产品 制品裂纹的方法 制品产生裂纹的原因: 1-1 由于成型设定条件引起的残余应力(过饱模) 1-2脱模时发生的残余应力 1-3制品的形状引起的应力集中 1-4 同镶块的热膨胀引起的误差 1-5材料的劣化 相关联的知识: 2-1 跟上一节变形同一原因 2-2 金属镶块预先加热,则可以缓和成型时的残余应力,同样的原理,用成型后的退火代替镶块加热也是一种方法. 2-3 在成型设定条件中,用下降射出压力这一措施是有效的。 2-4 如果脱模销分别是平衡的,在脱模是加上大点的力。


