

联系我们

当前位置:
聊城 松润金属材料有限公司 >
东港当地综合推荐News
【不锈钢焊管】耐磨板实力才是硬道理
更新时间:2025-03-15 06:49:15 浏览次数:8 公司名称:聊城 松润金属材料有限公司
以下是:【不锈钢焊管】耐磨板实力才是硬道理的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议/kg |
| 发货期限 | 24小时 |
| 供货总量 | 99999 |
| 运费说明 | 电议 |
| 最小起订 | 10 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 松润 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 质保时间 | 1年 |
| 质量认证 | 已认证 |
以下是:【不锈钢焊管】耐磨板实力才是硬道理的图文视频

【不锈钢焊管】耐磨板实力才是硬道理,松润金属材料有限公司为您提供【不锈钢焊管】耐磨板实力才是硬道理,联系人:李松,电话:0635-4650536、18063577345,QQ:565836924,请联系松润金属材料有限公司,发货地:聊城经济开发区汇通钢材市场A-113-7发货到山东省 日照市 东港区、岚山区、五莲县、莒县。 山东省,日照市,东港区 东港区,隶属于山东省日照市。濒临黄海,位于中国大陆海岸线的中部,山东半岛南翼,北依青岛市,南接岚山区,隔海与韩国、日本相望。陆域面积907.37平方千米,海岸线42千米。截至2022年10月,东港区下辖5个街道、7个镇。截至2022年末,东港区常住人口83.88万人。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让【不锈钢焊管】耐磨板实力才是硬道理自己向您展示它的卓越品质和出色性能。
以下是:【不锈钢焊管】耐磨板实力才是硬道理的图文介绍
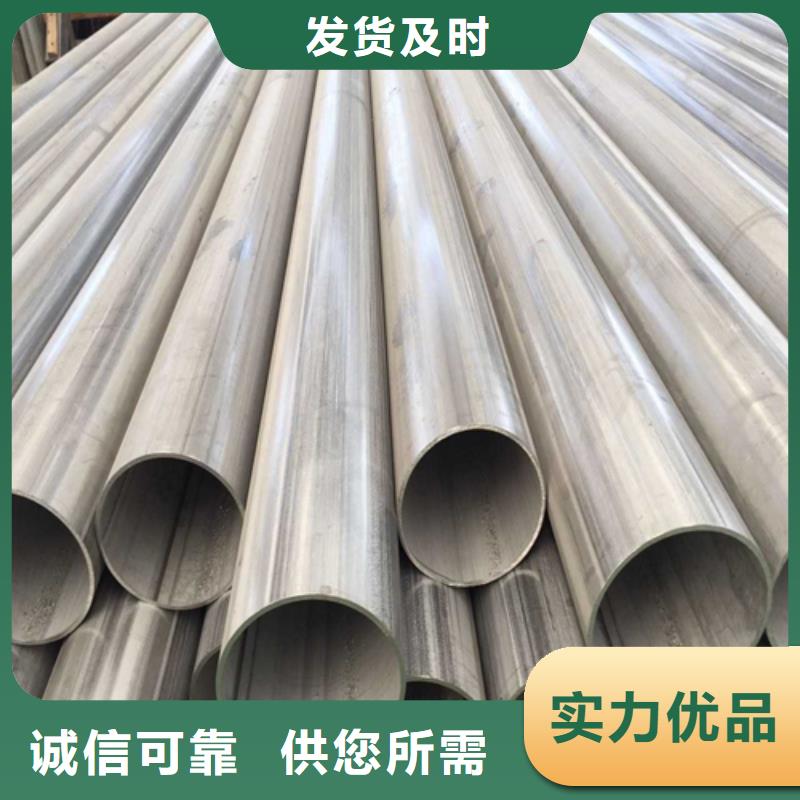
日照东港松润金属材料有限公司专业生产销售各种材质规格日照东港不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,大直径厚壁不锈钢焊管是一个明智的选择。
其次,大直径厚壁不锈钢焊管在研发和应用方面面临一些挑战。例如,焊管制造中的钢材、连接和涂层技术需要持续创新,以适应更加严苛的工业标准和客户需求。此外,焊管的使用寿命对于油气输送来说非常重要,对于高温、腐蚀等因素需要重点研究。
为了应对这些挑战,国内外科研团队们一直在从以下几个方面研发和应用大直径厚壁不锈钢焊管:
1. 钢材,连接和涂层技术的创新: 针对油气输送过程中的高压、高温、强腐蚀等环境,研究开发有机防腐材料和合金钢、普通不锈钢等新型焊管钢材,探究有效的材料连接方法和新的防腐涂层技术。
2. 焊管结构的改进:焊管的材料选择和制作技术的改进可以提高焊管的强度和耐腐蚀能力,例如采用带有层状结构、双重耐腐蚀层等结构的新型焊管。研究不锈钢晶粒的生长、相变行为、力学行为等,以正确控制焊管成形工艺中的微观治金组织及宏观物理性能分布。
3. 焊管的质量检测技术的提高:大直径厚壁不锈钢焊管作为油气输送领域内的重要组件,需要经过多项质量检测和校验,确保其能够满足行业标准和客户需求。目前,各类检测手段如彩超、X射线、超声波等已广泛应用在焊管检测领域,检测技术也不断更新和优化。
综上,大直径厚壁不锈钢焊管在油气输送领域中的研发和应用一直是国内外科研工作者们的重要课题,这也促进了我国油气输送领域的发展。未来,随着技术的不断革新和原材料的进一步优化,大直径厚壁不锈钢焊管将会在油气输送领域中扮演更加重要的角色。


日照东港松润金属材料有限公司专业生产销售各种材质规格日照东港不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管不锈钢管焊接技术种类采?的焊接?艺:采??规范可防?晶间腐蚀、热裂纹及变形的产?,焊接电流?低碳钢低20%;为保证电弧稳定燃烧,采?直流反接;短弧焊收弧要慢,填满弧坑,与介质接触的? 焊接;多层焊时要控制层间温度,焊后可采取强制冷却;不要在坡?以外的地?起弧,地线要接好;焊后变形只能?冷加?矫正。1) 氩弧焊不锈钢采?氩弧焊时,由于保护作?好,合?元素不易烧损,过渡系数较?,故焊缝成形好,没有渣壳,表?光洁,因此焊成的接头具有较?的耐热性和良好的?学性能。?前在氩弧焊中应?较?的是??钨极氩弧焊,?于焊接0.5~3mm的不锈钢薄板,焊丝的成分?般与焊件相同,保护?体?般采??业纯氩?,焊接时速度应适当地快些,尽量避免横向摆动。对于厚度?于3mm的不锈钢,可采?熔化极氩弧焊。熔化极氩弧焊的优点是?产率?,焊缝的热影响区?,焊件的变形?和耐腐蚀性好,并易于?动化操作。2) ?焊由于?焊?便灵活,可焊各种空间位置的焊缝,不锈钢焊管,对?些薄板结构和薄壁管等不锈钢部件,在没有耐腐蚀要求下有时可采??焊。为防?过热,焊嘴?般?焊接同样厚度的低碳钢时要?,?焊?焰要使?中性焰,焊丝根据焊件成分和性能选择,?焊粉??剂101,焊接时 ?左焊法,焊接时焊炬焊嘴与焊件倾?成 40~50°,焰芯距熔池应不?于2mm,焊丝端头与熔池接触,并与?焰?起沿焊缝移动,焊炬不作横向摆动,焊速要快,并尽量避免中断。3) 埋弧焊埋弧焊适?于中等厚度以上的不锈钢板(6~50mm)的焊接,采?埋弧焊?产率?,焊缝质量好,但易引起合?元素及杂质的偏析。4) ??焊??焊是?种?常普遍的、易于使?的焊接?法.电弧的长度靠?的?进?调节,它决定于电焊条和?件之间缝隙的??.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接?法很简单,可以?来焊接?乎所有材料.对于室外使?,它有很好的适应性,即使在?下使?也没问题.?多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于?的?:当你改变电极与?件的缝隙时,你也改变了电弧的长度.在?多数情况下,焊接采?直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合?或?合??属芯丝和焊条药?组成.这层药?保护焊缝不受空?的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,不锈钢焊管,也可是缄性的,这决定于药?的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来?空?的潮?会很快在焊条中积聚。



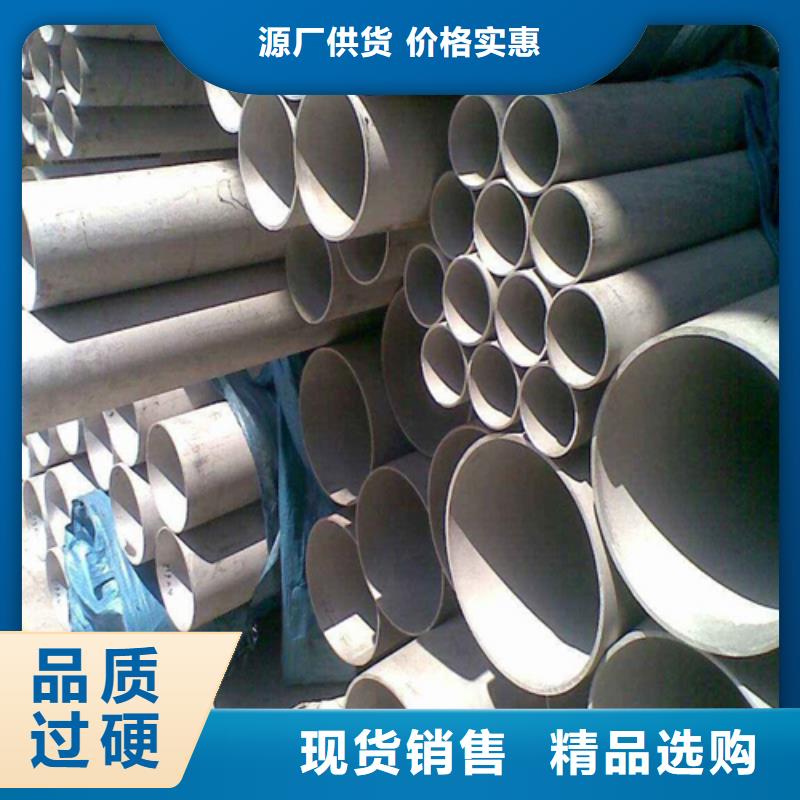
日照东港松润金属材料有限公司专业生产销售各种材质规格日照东港不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管?产中常见的问题
原料质量好坏是保证不锈钢焊管质量的关键,因此,凡是进?的原料在使?之前都要进?检验,验收质量合格单,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进?化学成分和拉伸试验的检查,合格后才能正常投??产。
不锈钢焊管
不锈钢焊管?家的焊接操作中,?临三?常见问题,缝不合格、未焊透或被烧穿、裂纹和?孔,下?我们了解下不锈钢焊管?产中有哪些常见的问题?
(?)焊缝不合格。焊缝不合格是因焊接?艺参数选择不当,或操作技术不熟练,导致焊缝?低宽窄不?,焊缝成形不良,背?焊缝下凹。造成焊缝减弱过多,使焊缝强度不够。
(?)未焊透或被烧穿。未焊透是主要有以下原因,?是电流过?,?是操作技术不熟练,焊接速度太快,对接间隙?,三是电弧过长或电弧未对准焊缝等,如果导致焊丝与基体?属未熔合在?起或焊接?属中局部未熔合的时候,该部位应及时进?补焊。烧穿的原因是因焊接电流过?,熔池温度过?,焊丝加?不及时,带钢对接间隙过?,焊接速度过慢等,导致焊缝上出现单个或连续的穿孔。使焊缝强度减弱,从?被烧穿。
(三)裂纹和?孔。裂纹的出现频率很?,?般裂纹分为热裂纹和冷裂纹两种。由于液体?属在凝固过程中或略低于固相线温度下,产?沿晶间边界的、断?上就会形成具有氧化?的热裂纹。在固态时发?相变,或有扩散氢存在,以及冷却时在过?的焊接收缩应?作?下,就会?成的具有穿晶性质的、断?发亮、没有氧化?的冷裂纹。如果在使?焊丝时不合乎标准,焊接时?温停留时间过长,造成氧化、过热和晶粒度过度长?,材料本?杂质较多,或材料本?易淬硬时均易产?裂纹。?在焊件、焊丝表?有油污、氧化?、铁锈等情况,或在潮湿环境中进?焊接,或者氩?纯度低,或氩?保护?不佳以及熔池?温氧化、飞溅等情况下都容易产??孔。
不锈钢焊管


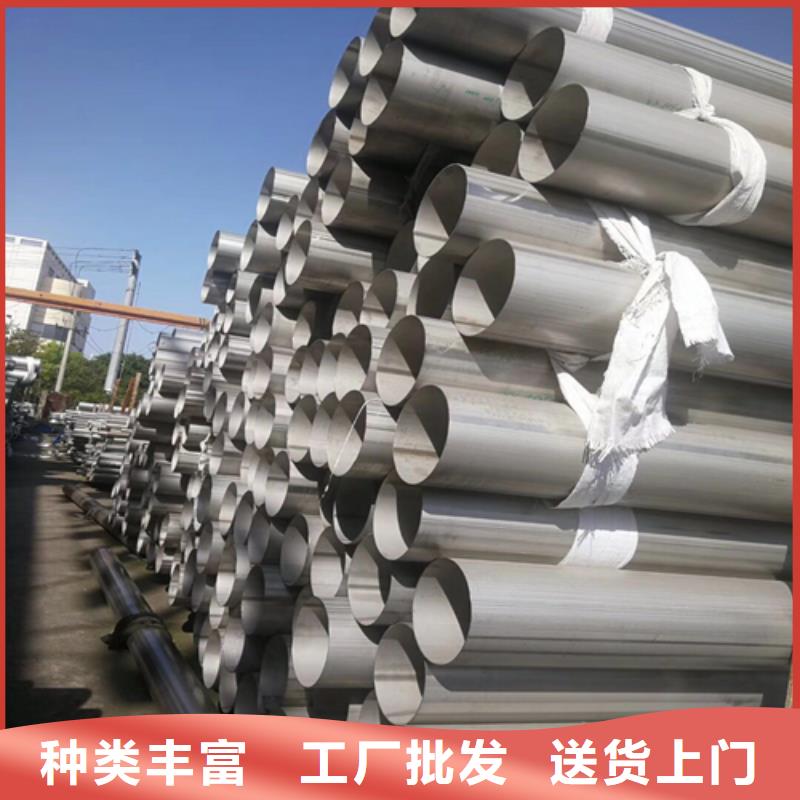
日照东港松润金属材料有限公司专业生产销售各种材质规格日照东港不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法
2018-01-15
如何焊接改善钢管的质量,乂克服了酸洗对环境的污染?本文介绍不锈钢 焊管的焊接方法,希望对大家有帮助。
根据目前世界发展的趋势,光亮连续炉基本分为三种类型:
(1) 轨底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理, 小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护 气体。可以配备有对流冷却系统,以便较快地冷却钢管。
(2) 网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产 量约为0. 3-1. 0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。
(3) 马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加 热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。
氮弧焊
不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钩极惰 性气体保护的氮弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在 化工、核工业和食品等工业中得到广泛应用。
焊接速度不高是氨弧焊的不足之处,为提高焊接速度,国外研究开发了多 种方法。其中111单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应 用。70年代徳国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明 显提高焊速。一般采用三电极焊炬的氨弧焊,焊接钢管壁厚S¥2mm,焊接速度 比单焊炬提高3-4倍,焊接质量也得以改善。氨弧焊与等离子焊组合可以焊接 更大壁厚的钢管,此外,在氨气中5-10%的氢气,再采用高频脉冲焊接电源, 也可提高焊接速度。
多焊炬氨弧焊适用于奥氏体和铁素体不锈钢管的焊接。
高频焊
高频焊用于碳钢焊管生产已经有40多年的历史,但用于焊接不锈钢管却是 较新的技术。其生产的经济性,使其产品更为广泛地用于建筑装饰、家用器具 和机械结构领域。
高频焊接具有较电源功率,对不同的材质、外径壁疗的钢管都能达到较高 的焊接速度。与氨弧焊相比,是其 焊接速度的10倍以上。因此,生产一般 用途的不锈钢管具有较高的生产率。
因为高频焊接速度高,给焊管内毛刺的去除带来困难。LI前,高频焊不锈 钢管尚不能为化工、核工业所接受,这也是其原因之一。
从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢 种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢 种。
组合焊接技术
不锈钢焊管的各种焊接方法均有各自的优点和不足。如何扬长避短,将儿 种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢焊管质量和生产效 率的要求,是当前不锈钢焊管技术发展的新趋势。
经过近儿年的探索研究,组合焊接工艺已取得了进展,日本、法国等 的不锈钢焊管生产已掌握了一定的组合焊接技术。
组合焊接方法有:氨弧焊加等离子焊、高频焊加等离子焊、高频预热加三 焊炬氮弧焊、高频预热加等离子加氨弧焊。组合焊接提高焊速十分显着。对于 采用高频预热的组合焊接钢管焊缝质量与常规的氮弧焊、等离子焊相当,焊接 操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备 衔接,投资成本低,效益好。



松润金属材料有限公司提倡“团结进取,发展创新”,发展企业规模、完善自身素质,吸取新的先进技术,在 日照东港单面不锈钢复合板产品质量、价格及售后服务方面真诚与广大客户合作。 公司自成立起,本着“平等互利、互惠发展”的原则,赢得广大客户的青睐和厚爱。我们在产品质量上严格把关,在售后服务上24小时热线服务确保为您的生产提供方便。 我们以优质的服务,平实的价格真诚期待您的光临!

【不锈钢焊管】耐磨板实力才是硬道理,松润金属材料有限公司为您提供【不锈钢焊管】耐磨板实力才是硬道理产品案例,联系人:李松,电话:0635-4650536、18063577345,QQ:565836924,发货地:经济开发区汇通钢材市场A-113-7。