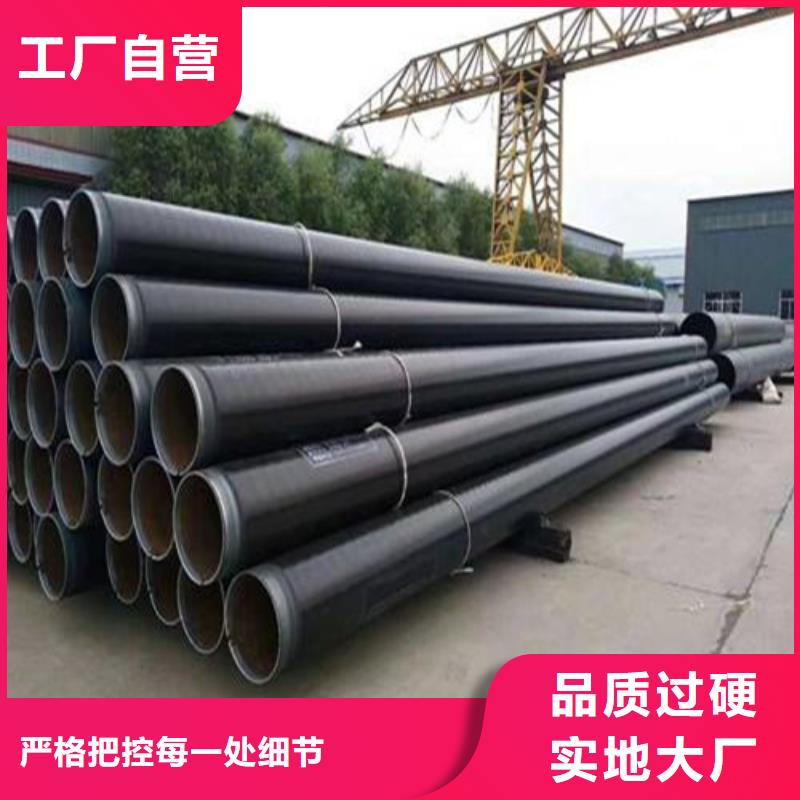



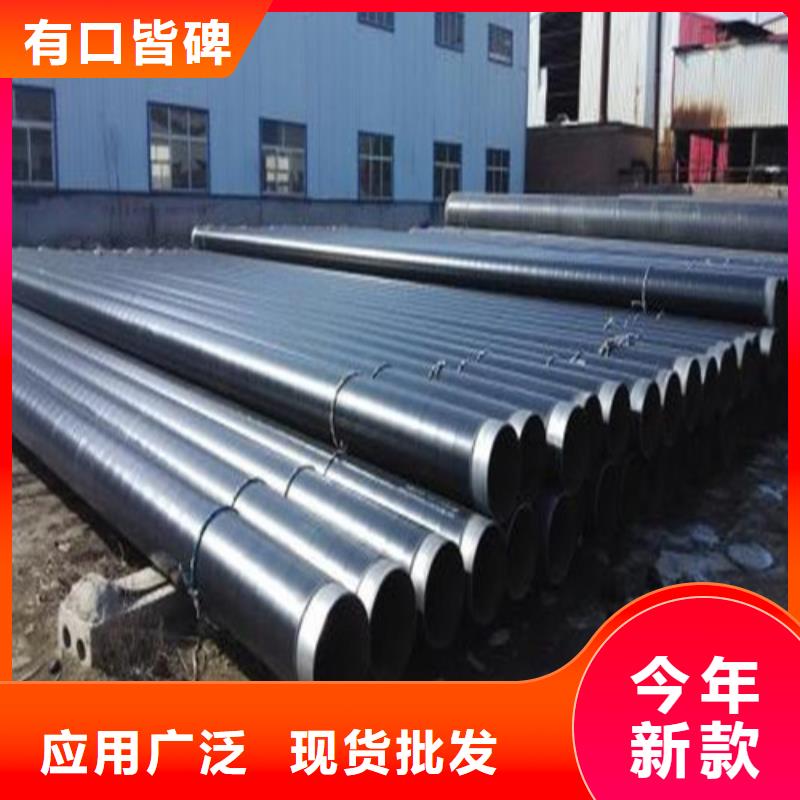

防腐螺旋钢管
螺旋式钢板卷管焊接经电焊焊接和挤压成型后会造成焊渣,要求肃清流毒。
肃清流毒方法是在声卡机架上固定不动数控刀片,靠焊接钢管的迅速健身运动,将焊疤刮平。焊接钢管內部的毛边一般不肃清流毒。
总而言之,直缝焊接管是历经高频焊接机组将一定的规格型号的长条状钢链叠成圆管形并将直缝电焊焊接而成无缝钢管。高频率电磁感应线圈部位的管控高频率电磁感应线圈应尽可能贴近挤压成型辊部位。若电磁感应线圈距挤压成型辊较远时,合理加温時间较长,热危害区较宽,焊接抗压强度着陆;相反,焊接边沿加温欠缺,挤压成型后成形欠佳。
挤工作压力的操纵精轧管的2个边沿加温到电焊焊接溫度后,在挤压成型辊的挤压成型下,组成相互的金属材料晶体互相浸湿、结晶体,特性阻抗器是一个或一组焊接钢管专用型磁棒,防腐螺旋钢管特性阻抗器的截面一般 应不小于无缝钢管內径截面的70%,其功效是使电磁感应线圈、精轧管焊接边沿与磁棒组成一个电流的磁效应控制回路,造成邻近效用,涡旋发热量集中化在精轧管焊接边沿左近,使精轧管边沿加温到电焊焊接溫度。特性阻抗器用一根不锈钢丝拖拽在精轧管内,要求常常更换。


3pe防腐钢管壁厚偏差范围是多少
3pe防腐钢管壁厚偏差范围主要是指防腐层的厚度偏差范围及管材的壁厚偏差范围。
1、3pe防腐层的偏差范围
3pe防腐层的偏差范围通常订单中又明确的规定,通常是不能低于多少厚度,目前并没有标准进行详细规定。
2、管材的壁厚偏差范围
由于3pe防腐钢管使用的管材多为螺旋钢管和无缝钢管两种。
S1 ±15%,小±0.6 mm
S2 A ±12.5%,小±0.4 mm
B +正偏差取决于重量要求-12.5
S3 A ±10%,小±0.2mm
B ±10% ±12.5% ±15%
小±0.4mm
C +正偏差取决于重量要求 -10%
S4 A ±7.5%, 小±0.15 mm
B 士7.5% 士10% ±12.5% ±15%
小士0.2 mm
S5 ±5%,小士0.10 mm
注: S是钢管公称壁厚,D是钢管公称外径。



鑫邦源特钢有限公司占地3000多平方米,专业生产各类 浙江台州GB/T8163-2018 流体管 为主的厂家。 累积十多年 浙江台州GB/T8163-2018 流体管制造经验,以人为本,有一批专业生产人才,员 工300多人,其中技术人员50多人,拥有配套设备和生产技术!


防腐螺旋钢管出口时为了有效保护防腐层螺旋钢管外层都要加外包装,但是在装集装箱过程有不可避免的对防腐螺旋钢管的端口碰伤,因为装箱时一般是采用叉车挑起防腐螺旋钢管的一端,叉车与防腐螺旋钢管内壁接触点摩擦会把防腐层磨掉一部分,这就需要在装完箱后,及时对防腐螺旋钢管修补。下面具体说下修补的步骤:
:把防腐螺旋钢管端口外包装去掉,这样能更清楚的看到防腐层破损的情况。
第二:把防腐螺旋钢管需要做的防腐原材料调整好(防腐漆 不要添加漆料)。
第三:从集装箱底部依次检查防腐螺旋钢管,对有破损的用记号笔标记。
第四:用六号辊子对做标记的防腐螺旋钢管进行修补。
第五:修补完后,用外包装带缠绕并用透明胶带粘好。

