
准备好领略方矩管,石油裂化管海量货源产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
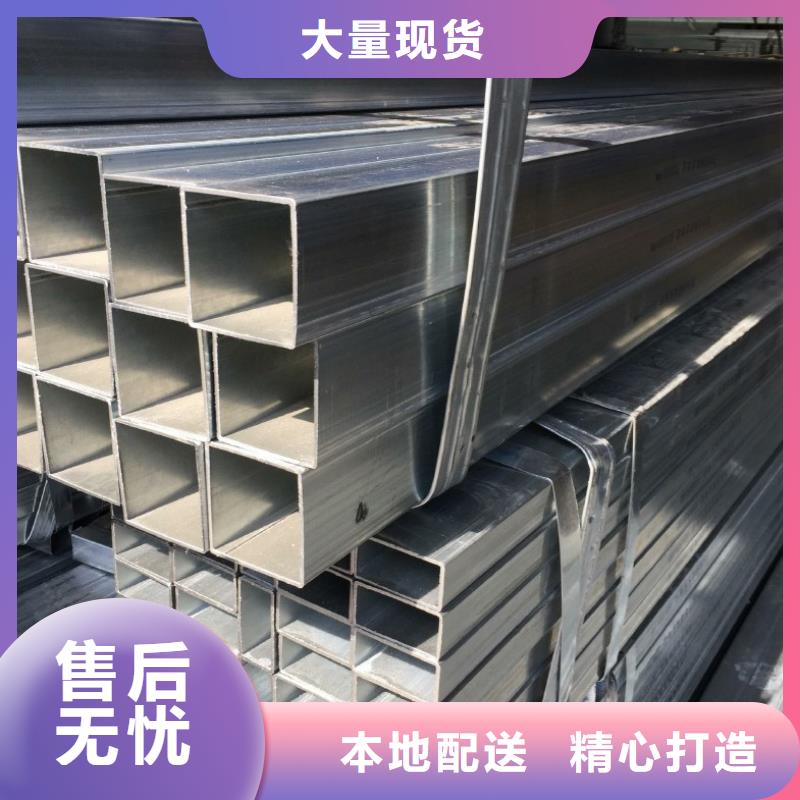
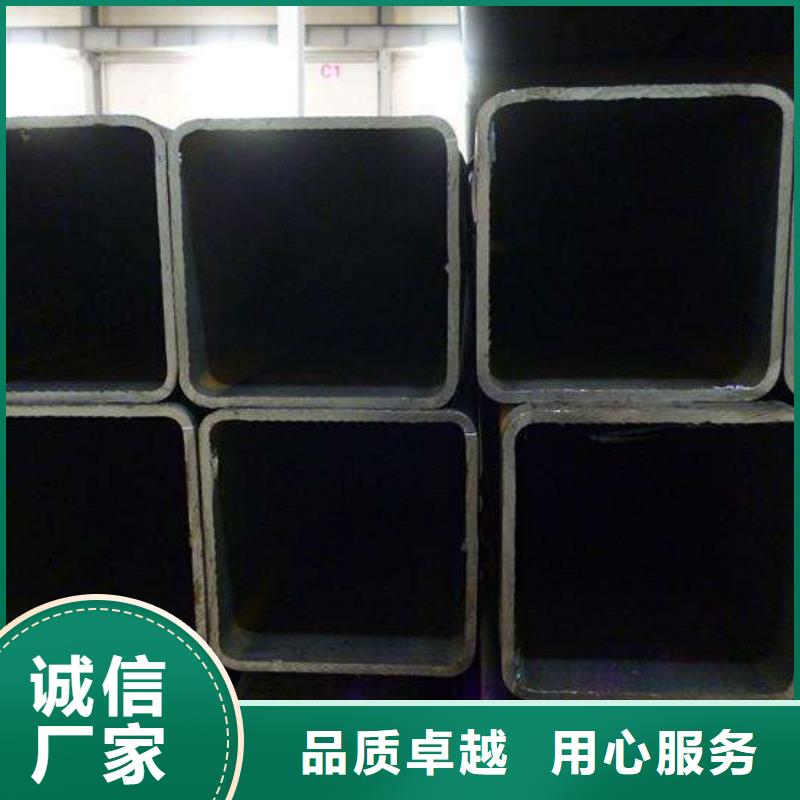
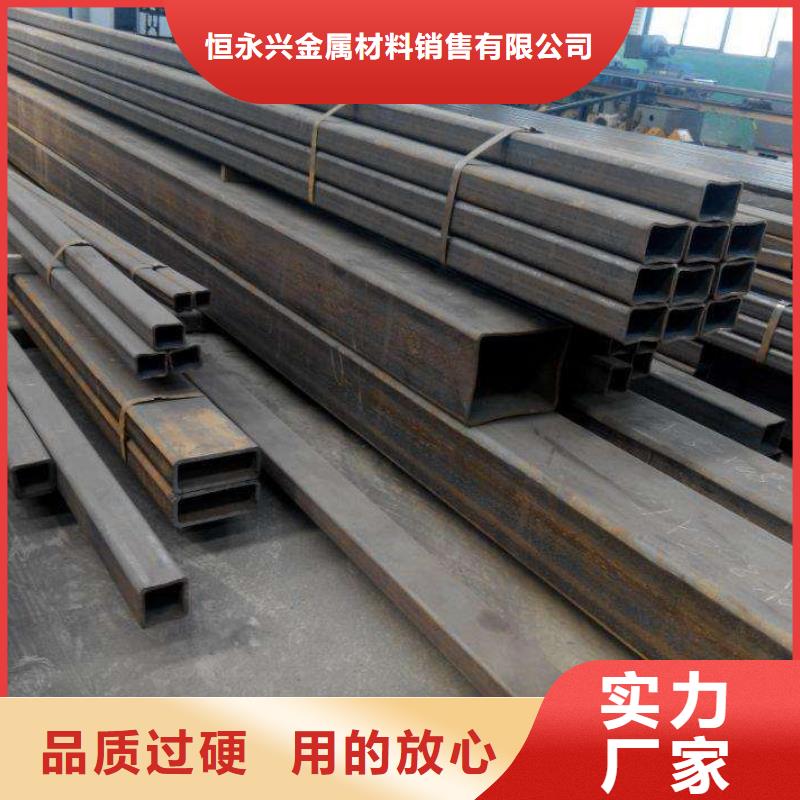
以下是:方矩管,石油裂化管海量货源的图文介绍

恒永兴金属材料销售 有限公司是一家从事 河南许昌管线管研发,生产及销售的企业。目前市场规模已在全国的所有省会城市和数百个二级主要城市设有销售点,出口业务遍及海外100多个和地区;公司引进进口的自动化设备,成熟工艺和精密设备相结合,保证产品品质,从源头把控品质,坚持技术创新。 我们的经营理念是“诚信、创新、、共赢”,您的满意是我们永恒的追求,期待成为您真诚的合作伙伴。




在方矩管的热处理过程中,淬火过程产生的废品率往往较高,这主要是由于淬火过程中形成较大的热应力和组织应力所致。此外,由于方矩管固有的冶金缺陷、选材不当、材质错误、设计中的结构工艺差、冷热加工过程中形成的缺陷等,容易在调质过程中产生。因此对零部件淬火、回火后的缺陷必须进行系统的分析和研究。1.淬火变形与淬火裂纹,在实际生产中,应该根据淬火变形与淬火裂纹的形成原因采取有效的措施。(1)方矩管热处理尽量做到均匀加热及正确加热,工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对不需淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆环等易变形零件,可设计特定淬火夹具。这些措施既有利于加热均匀,又有利于冷却均匀。工件在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在髙温塑性状态因自重而变形。对细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面温差,使加热均匀。因此对大型锻模、髙速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防止变形、开裂的关键。选择下限淬火温度,减少工件与淬火介质的温差,可以降低淬火冷却高温阶段的冷却速度,从而可以减少淬火冷却时的热应力。另外,也可防止晶粒粗大。这样可以防止变形开裂。有时为了调节淬火前后的体积变形量,也可适当提高淬火加热温度。例如CrWMn、Cr12Mo等高碳合金钢,常利用调整加热温度,改变其马氏体转变点以改变残余奥氏体含量,以调节零件的体积变形。(2)正确选择冷却方法和冷却介质的基本原则,尽可能采用预冷,即在工件淬入淬火介质前,尽可能缓慢地冷却至Ar附近,以减少工件内温差。?在保证满足淬硬层深度及硬度要求的前提下,尽可能采用冷却缓馒的淬火介质。尽可能减慢在Ms点以下的冷却速度。合理地选择和采用分级或等温淬火工艺。(3)正确选择淬火工件浸入淬火介质的方式和运行方向的基本原则,淬火时应尽量保证能得到均匀的冷却。?以小阻力方向淬入。大批量方矩管生产的薄画环类零件、薄板形零件、形状复杂的凸 和圆锥齿轮等,在自由冷却时,很难保证尺寸精度的要求。为此,可以采取压床淬火,即将零件置于专用的压床模具中,再加上一定的压力后进行冷却〈喷油或喷水)由于零件的形状和尺寸受模具的限制,因而可能使零件的变形限制在规定的范围之内。进行及时、正确的回火在生产中,有相当一部分工件,并非在淬火时开裂,而是由于淬火后未及时回火而开裂。这是因为在淬火停留过程中,存在于工件内的细裂缝在很大的淬火应力作用下,融合、扩展,以至其尺寸达到断裂临界裂缝尺寸,从而发生延时断裂。实践证明,淬火不冷到底并及时回火,是防止开裂的有效措施。对于形状复杂的高碳钢和高碳合金钢,淬火后及时回火尤为重要。精密光亮管的扭曲变形可以通过矫直来校正,但必须在工件塑性允许的范围之内。有时也可利用回火加热时用特定的校正夹具进行校正。对体积变形有时也可通过补充的研磨加工来修正,但这仅限于孔、槽尺寸缩小,外圃增大等情况。淬火体积变形往往是不可避免的。但只要通过实验,掌握其变形规律,则可根据其胀缩量,在淬火前成形加工时,适当加以修正,就可在淬火后得到合乎要求的几何尺寸。工件一旦出现淬火裂纹,则报废。




获知45#方矩管关键是运用高频率电流量的趋肤效应和相邻效用,使电流量集中精力在待焊旁边,进而能在百分之一秒時间内将其加温到电焊焊接溫度(1130-1350C),随后在挤压成型辊的功效下开展工作压力电焊焊接。45#方矩管这类焊接工艺具备一系列优势:焊接热危害区小,加温速度更快,因此能进一步提高电焊焊接速率和焊接品质,并且能用没经酸洗钝化、抛丸和裁边的热轧带钢作胚料,另外可电焊焊接碳素钢、高合金钢和稀有金属管件,大幅度降低企业用电量。用一套自动焊机可出产各种各样金属材料焊接钢管。对不一样的金属材料,只需相对地更改电焊焊接输出功率和电焊焊接速率。45#方矩管高频焊接方式 ,依据向被焊接件防爆开关方法不一样,可分成传输防爆开关(触碰焊)和磁感应防爆开关(磁感应焊)二种。45#方矩管要以一匝或多匝的磁感应陷阱在被焊的无缝钢管外,多匝的好用于单匝,可是多匝电磁感应线圈制做安裝比较艰难。电磁感应线圈与无缝钢管表层间隔钟头率较高,但非常容易导致电磁感应线圈与管件中间的充放电,一般要维持电磁感应线圈离无缝钢管表层有5~8mm的间隙为宜。45#方矩管选用磁感应焊时,因为电磁感应线圈不与厚钢板触碰,因此找不到损坏,其感应电动势比较平稳,确保了电焊焊接时的可靠性,电焊焊接时无缝钢管的工艺性能好,焊接整平,在出产如API等高精密水管时,大部分都选用磁感应焊的方式。选用传输防爆开关电焊焊接时,凭借2个触碰头(电级)2和3把高频率电流量传入精轧管1上。电焊焊接电流量沿精轧管焊缝两边穿过,并根据挤压成型辊5周边的焊缝两边会合点产生控制回路。在精轧管两边焊缝上的电流的方向是反过来的,因而,相邻效用使电流量集中化于焊缝的表层,电流量頻率越高,电流量就会越集中化于其表层。特性阻抗器4了焊缝加温的集中化水平,由于它扩大了电流量围绕精轧管穿过的感抗。45#方矩管选用这类焊接工艺时,触碰头可设定在离会合点不一样间距上(30-200mm)。精轧管健身运动时,触碰头可沿待焊边上边或下边拖动。触碰头从上边置放在待焊旁边的计划方案用到***广,由于选用这类计划方案能够使电焊焊接设备构造简易靠谱。

