

 自贡排污DN100球墨铸铁管-排污DN100球墨铸铁管优质
<自贡>鹏瑞管业有限公司
自贡排污DN100球墨铸铁管-排污DN100球墨铸铁管优质
<自贡>鹏瑞管业有限公司
气密性检测是球墨铸铁管出产和使用过程中必不可少的工序,是确保产品质量,出产的重要工序气体走漏的检测包含有毒气体的走漏检测、可燃气体的走漏检测以及气密性检测。前两者八成能够经过化学传感器的办法来进行检测 通常是在元件或体系使用过程中进行检测。若是有适宜的传感器 其办法相对简略。 在常见的项目施行办法中,咱们通常采纳以下办法进行球墨铸铁管的气密性查看:气密性检测的常用办法有气泡法,涂改法,化学气体示踪检漏法,压力改变法,流量法,超声波法等等。传统的检测走漏办法多选用气泡法和涂改法。气泡法是将工件浸入水中,充入压缩空气,然后在必定时间内搜集从中走漏出来的气泡以测出走漏量。涂改法是在内部充有必定气压的工件外表涂改肥皂水一类的易发生气泡的液体,调查发生气泡的状况以检测走漏量的巨细。球墨铸铁管当产品同质化程度越来越高,企业在产品、价格、渠道上越来越不能制造差异来获得竞争优势的时候,品牌文化正好提供了一种解决之道。

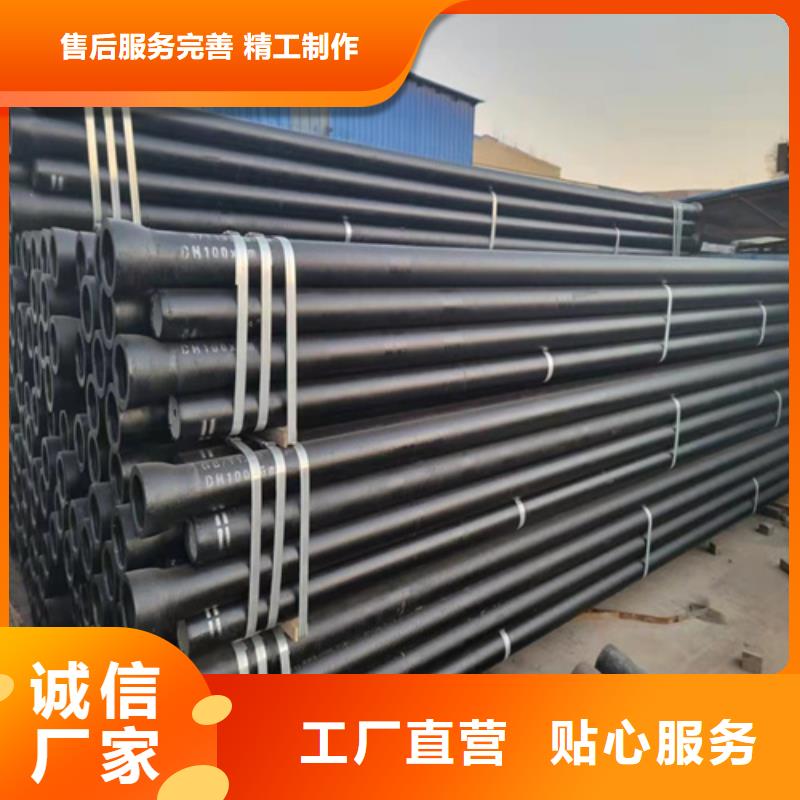
球墨铸铁管的性能检测:退火后的球墨铸铁管立刻进行压痕检验、外观检验、压扁试验、拉伸试验、硬度试验、金相试验等,不符合要求的管子予以报废,不得进入下道工序。球墨铸铁管精整:球墨铸铁管喷锌:根据顾客要求,利用高压电喷机按ISO2531国际标准(130g/m2)进行喷锌处理。修磨:合格的球墨铸铁管被送到三磨岗位进行外表的检验,并对每根管子的承、插口、内壁进行打磨和清理。球墨铸铁管水压试验:修正后的管子按标准进行水压试验,比ISO2531国际标准和欧洲标准高出10kg/cm2 ,确保子管子所能承受的内压。山东鹏瑞球墨铸铁管公司主要销售出产各种规格球墨铸铁管,我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。产品荣获 “银牌”奖和“主要产品规格是DN80-DN1400 ,用户满足产品”称号;


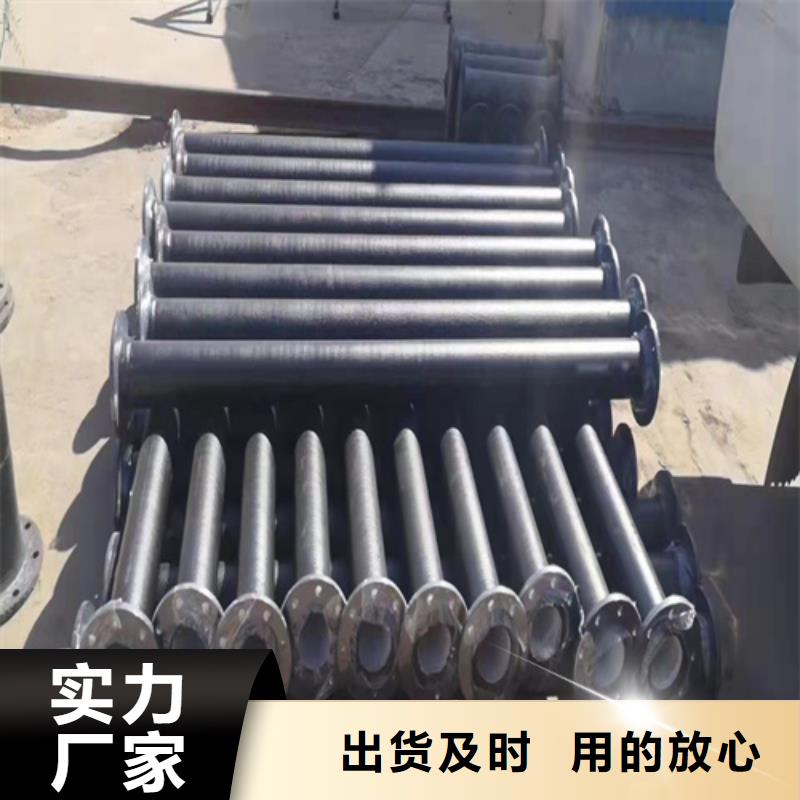
如何进行球墨管安装时水压试验(1)球墨管安装时进行水压实验应统一指挥,明确分工,对后背、支墩、接口、排气阀等都应规定山东鹏瑞管业球墨铸铁管厂家专人负责检查,并明确规定发现问题时的联络信号。(2)球墨管道接口完成后,用短管甲、短管乙及盲板将试压管段两端及三通处封闭,试压球墨管段除接口外填土至管顶以上50cm并夯实。做好后背及闸门、三通等管件加固。由低点进水,高点排气,注满水后浸泡24小时后,在试验压力下10min降压不大于0.05Mpa时,为合格。
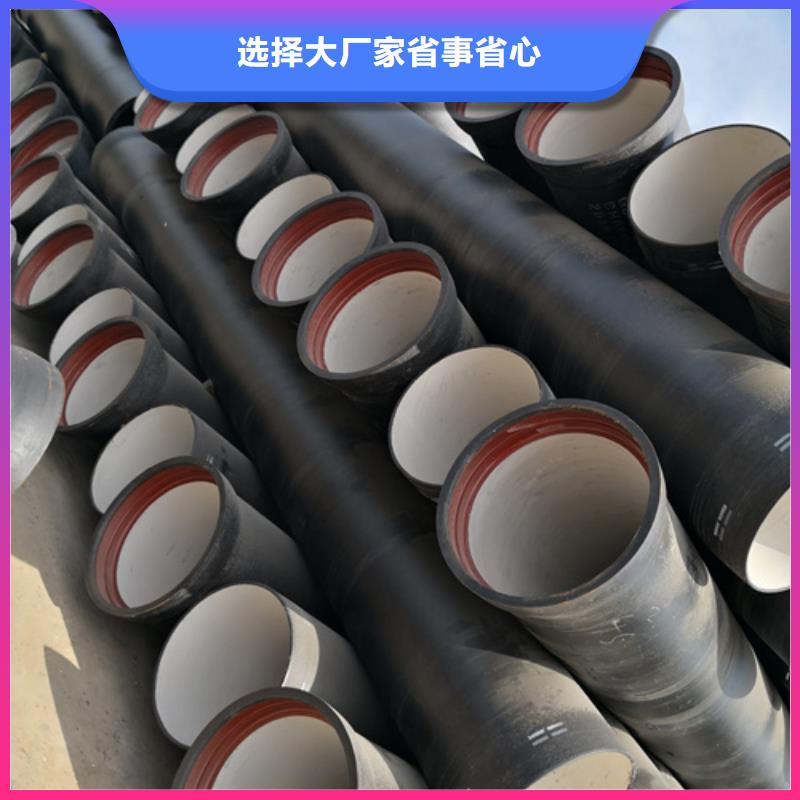
<自贡>鹏瑞管业有限公司直管长度有4米、5米及6米;按壁厚不同分LA、A和B三级。砂型离心灰口铸铁管的公称口径为200~1000毫米,有效长度有5米及6米;按壁厚不同分P、G两级。强度大、韧性好、管壁薄、金属用量少、能承受较高的压力。球墨铸铁管的公称口径为80~2200毫米,与灰口铸铁管相比,强度大、韧性好、管壁薄、金属用量少、能承受较高的压力,有效长度有5米,6米及8米;按壁厚不同分P、G两级。是铸铁管材的发展方向。球墨铸铁管采用炼铁高炉生产的低磷、低硫的优质铸造铁水,按当前国际上先进的离心铸造、退火工艺,水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水磨水泥内衬、外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理,具有高强度、高延伸率、耐腐蚀的钢筋铁骨。管与管之间的连接,采用承插式或法兰盘式接口形式;按功能又可分为柔性接口和刚性接口两种。柔性接口用橡胶圈密封,允许有一定限度的转角和位移,因而具有良好的抗震性和密封性,比刚性接口安装简便快速,按铸造方法不同,劳动强度小。
①、清理管口:将承口内的所有杂物擦洗干净.②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净把胶圈弯为“梅花形”或“8”字形装入承口槽内并用手沿整个胶圈按压一遍或用橡皮锤砸实确保胶圈各个部分不翘不扭均匀地卡在槽内.③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀.④、下管:应按下管的要求将管子下到槽底通常采用人工下管法或机械下管法.⑤、安装机具设备:将准备好的机具设备安装到位安装时注意不要将已清理的管子部位再次污染.⑥、顶推管子使之插入承口:在安装时为了将插口插入承口内较为省力、顺利.首先将插口放入承口内且插口压到承口内的胶圈上接好钢丝绳和倒链拉紧倒链;直到插口插入承口全部到位承口与插口之间应留2mm左右的间隙并保证承口四周外沿至胶圈的距离一致.安装过程中定管、动管轴心线要在一条直线上否则容易将胶圈顶出影响安装的质量和速度.管道安装要平管子之间应成直线遇有倾斜角时要小心.将连接管道的接口对准承口若插入阻力过大切勿强行插入以防橡胶圈扭曲.橡胶圈润滑油宜用植物油;寒冷的冬季橡胶圈可用热水预热以减少硬度迅速安装.另外如果你用的管材符合标准那就看胶圈是不是硬度级别没达到标准或者说胶圈本身就不符合标准.
