

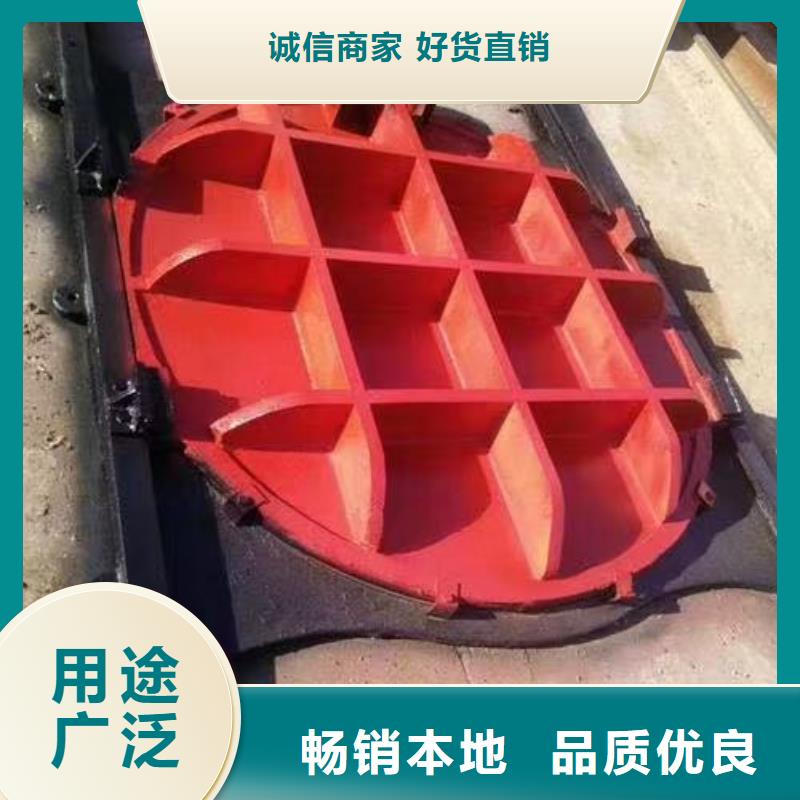


我们的启闭机闸门-平板铸铁镶铜闸门技术领先视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:启闭机闸门-平板铸铁镶铜闸门技术领先的图文介绍
瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂专业制作 湖南株洲液压启闭机等。几年来,凭借着广大客户的支持和信赖,凭借着奋斗目标自身忠诚优质的服务,凭借着“诚信、和谐、、创新的精神,我们取得了长足的发展,成为同行业中的优质供应商。我司是一家集 湖南株洲液压启闭机制造﹑销售、售后服务为一体的专业性公司。为了铸就一个永远的品牌,更为赢得客户广泛的信任,我们一直在努力,在管理上抓质量促效益。从市场调查、产品设计、生产工艺、原材料采购计量、产品检验销售到售后服务都坚持以客户为中心的原则,严格完善了质量管理体系;销售的产品在设备上,实现了流水化作业,并配置了先进的检验检测设备;在技术上不断加强与大院校及科研院所的横向科技协作,重视培养科技力量,充分开发新产品。企业本着“以科技为先导,以质量求生存,以管理出效益,以服务求信誉的经营理念。质量与服务远远超越其他一切,是产品永远满足客户的保证,亦是企业苦心孤诣的经营结果,瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂衷心希望海内外各界宾朋携手合作,共创辉煌的明天,同收双赢的硕果。



铸铁闸门防腐处理方法 铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷枪中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。



(1)闸门及其门槽埋设件的安装,应按施工图纸的规定进行。 (2)闸门的埋设件安装,应符合DL/T5018-2004第9.1.3条、第9.1.4条和第9.1.10条至9.1.13条的规定。 (3)闸门现场拼装前应制定严格控制焊接变形的拼装焊接工艺方案,报监理人批复后方可实施。 (4)闸门主支承部件的安装调整工作应在门叶结构拼装焊接完毕,经过测量校正合格后方能进行。所有主支承面应当调整到同一平面上,其误差不得大于施工图纸的规定。 (5)闸门水封装置的安装技术要求,应符合 DL/T5018-2004第9.2.3条至第9.2.7条的规定。 (6)闸门安装完毕后,应埋件表面和门叶上的所有杂物,特别应注意不锈钢水封座板表面的水泥浆。在滑道支承面和滚轮轴套涂抹或灌注润滑脂。 (7)经监理人检查合格的闸门及门槽埋件,方能按第13.2.6条规定进行涂装修补。 (8)闸门安装完毕,应作静平衡试验。试验方法为:将闸门自由地吊离地面100mm,通过滚轮或滑道的中心测量上、下游方向与左、右方向的倾斜,其倾斜值不得大于5.0mm,当超过上述规定时,应予配重调整。



铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。 铸铁闸门安装... 铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。 铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。 铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。



用户选购湖南株洲铸铁闸门时,必须在合同上注明:
a:闸门材质、形式, b: 过水口宽度及高度c : 设计水头[露顶式、还是潜没式(门叶面板需要加厚、材质需要加强), d:单 吊点、还是双吊点[双吊点中心距,由用户闸门宽度决定数据), e:止水方式[单向止水、还是双向止水,闸前止水(三边,渠道、排河安装)、还是闸后止水(四边,涵洞安装)及止水面材质要求(铜板、不锈钢、橡胶)], f:其它特殊要求可双方协商解决。