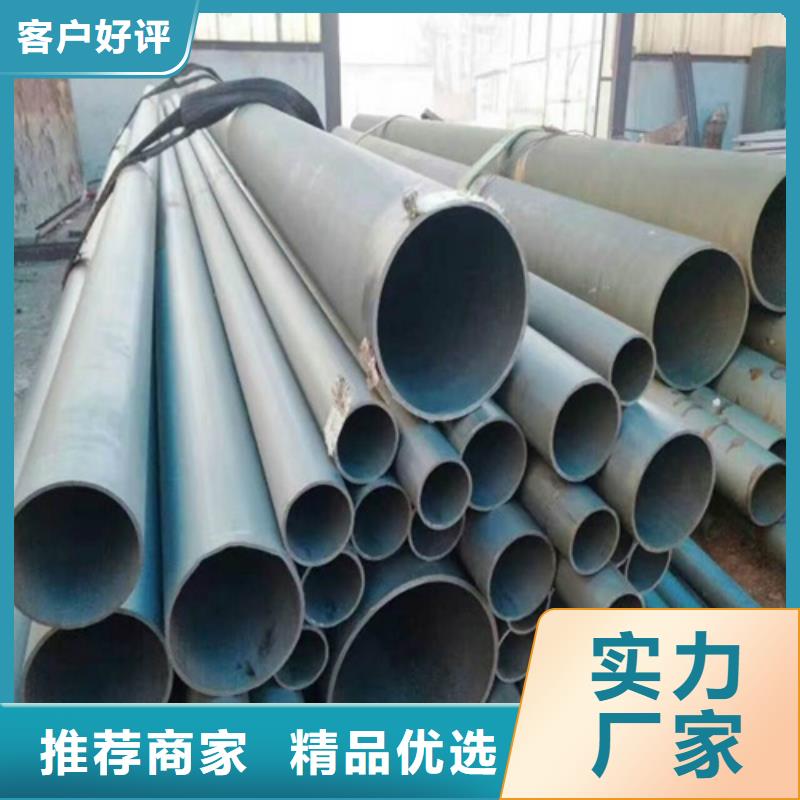




酸洗钝化无缝钢管酸洗,钝化工艺流程去油清理污物 酸洗 钝化 净水冲洗 检查 吹干b.不锈钢容器或零部件完工后按图样和工艺文件的要求,对规定项目检查合格后,将焊缝及其两侧焊渣,飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物,只有进行过预处理的容器或零部件才能进行酸洗钝化处理。
酸洗钝化无缝管使用方法,将待处理工件用本品处理5-30分钟(视锈蚀情况)后凉干,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞有限公司工件表面再进一步涂装,本品可常温下使用,(8-35℃)就可以形成细致,均匀的磷化膜,钝化无缝钢管酸洗磷化钢管酸洗钝化无缝钢管不需要任何加热设备。它具有工艺简单,操作方便,酸洗磷化无缝管污染低,常温节能,溶液稳定和综合处理成本低的特点。如加热至50-60℃处理效果更快更佳,可采用浸泡,擦洗,喷淋或超声波清洗方法。
酸洗 酸洗钝化无缝钢管总体清洗工艺:冲洗-脱脂-冲洗-除锈-冲洗-钝化-吹除-(铺油)清洗系统水冲洗及检漏1) 清洗系统水冲洗及检漏的目的是将待清 洗系统内脱落的污垢用循环水冲出系统,同时检查清洗系统中是否有泄漏及循环系统是否畅通。2) 在整个清洗系统冲洗过程中,控制阀门, 保证系统充满。 检查各回 路及各法兰口、焊缝等是否有泄漏,若有泄漏,应及时补救。当确定无误时,开始准备清洗。
酸洗钝化无缝钢管残液检验:用酚酞试纸检查不锈钢表面残液的冲净程度,PH值中性为合格。蓝点试验:蓝点试验法的基本原理为,若表面钝化膜不完整或有铁离子污染.就会有游离的铁离子存在,铁溶液遇到铁离子即反应生成蓝色沉淀,反应式如下:K++Fe+2+[Fe(CN) ]6 KFe[Fe(CN)6]用100mL烧杯将10g铁溶于50mI蒸馏水中,溶解后加入30mI浓硝酸,然后移入1000mI容量瓶中用蒸馏水稀释至刻度,即为蓝点检验液,储存期为一周。试验方法:将蓝点检验液滴在贴附于不锈钢表面的试纸上,30秒钟后试纸上显示出蓝点即为不合格。酸洗钝化无缝钢管需要注意的是化学试验会破坏不锈钢的钝化膜,通常可以用试板与产品同时进行酸洗钝化,再在试板上进行上述试验。
