




衬胶管道检查和修理预硫化丁基板具有导电性,不能用火花检测仪试漏。每衬完一块胶板都要仔细检查,检查的方法是用目测、木锤敲击进行检测。衬胶钢件观察是否有气泡、脱层、翘边、漏压等现象。对直径 >5mm的气泡要用针头放气,针孔要用环氧腻子抹死。于24h后打平。衬第二层放气后的针孔要加盖胶板。
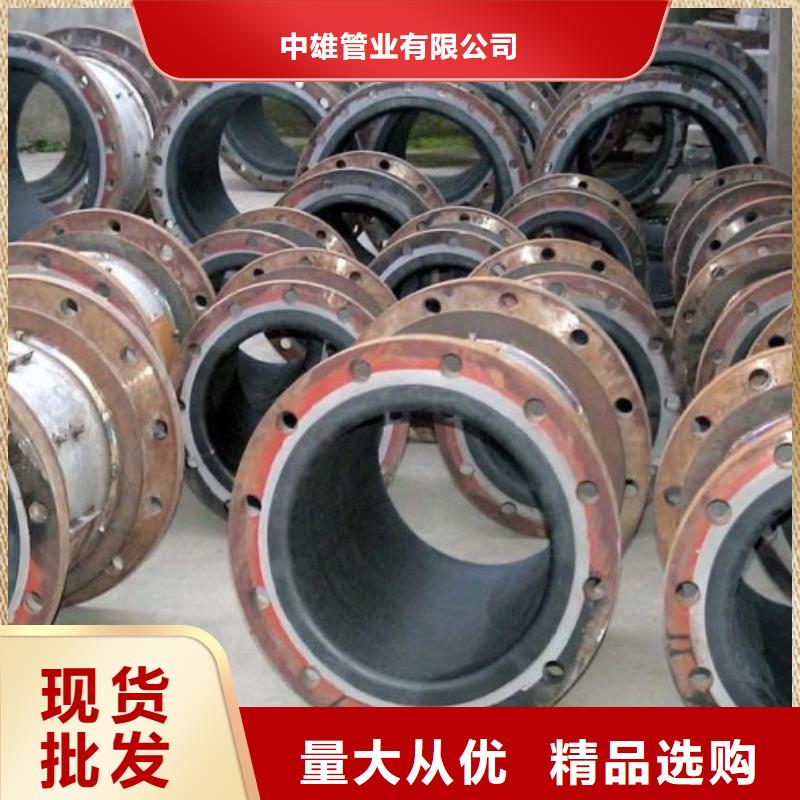
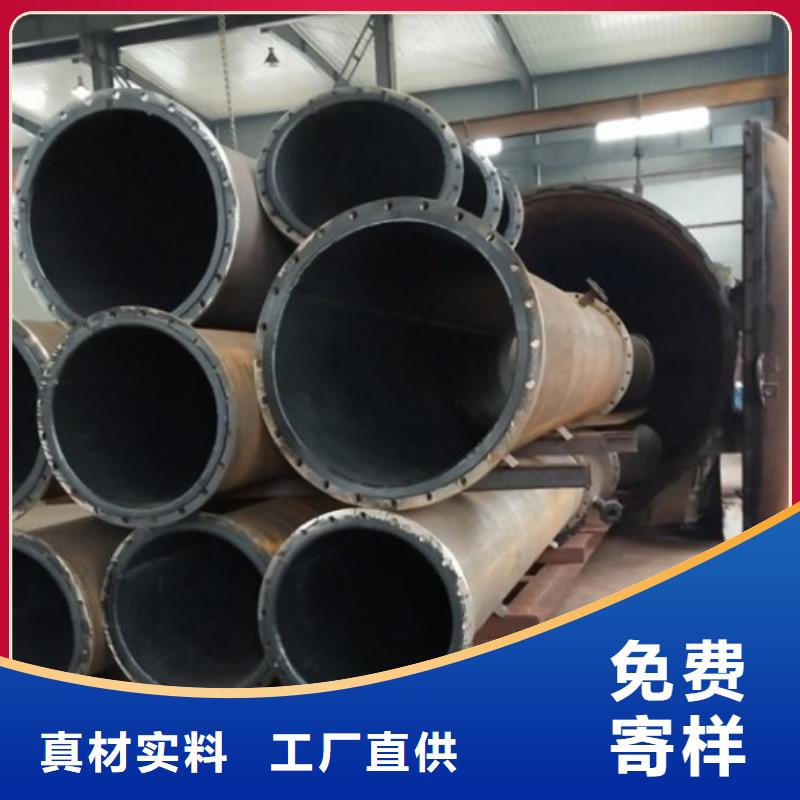
热硫化衬胶管道制作工艺,热硫化衬胶钢管:管道内壁按一定的工艺要求贴衬耐磨耐腐蚀橡胶板,经过热硫化成型。衬胶钢管热硫化粘接方式通过硫化储罐高温、高压、一定的稳定控制,一方面通过外部条件使得橡胶达到硫化的目的,另一方面通过热硫化粘接剂将橡胶与粘接面达到强度粘接目的,可隔绝酸碱盐及酸性水与金属表面的接触,保护金属免受腐蚀和保证衬胶钢管管道的输送 。



中雄管业有限公司致力于高质量的,高品质,高标准 广东肇庆钢衬超高分子复合管产品的生产,规格多样,质量可靠。公司深信,诚信是公司经营的宗旨;信誉是公司寻求合作的准则;科技进步是公司发展的动力;高品质是 广东肇庆钢衬超高分子复合管产品投入市场的切入点。明确方向,完善自我,使企业持续发展,是本公司的长远战略。在全国各地设立了办事处、及各级代理商,竭诚欢迎各界人士莅临指导,携手合作。



衬胶管道钢件施工下料要求尺寸准确,已硫化过的胶板硬度较高,弹性较大,失去了未硫化胶板的可塑性。胶板的任何变形都是弹性延伸的结果,较大的变形会影响粘接性和耐腐蚀性。因而衬胶钢件施工下料时要求尺寸准确。
衬胶管道粘结强度能满足要求预硫化胶板与钢板采用常温自然硫化的胶黏剂黏合时,其粘结力一般低于热硫化的粘结力,能完全满足使用要求。由于预硫化胶衬里后不经热硫化,衬胶时不能暴露常见的起泡、脱层等现象,因此对影响衬胶粘结性的温度和湿度条件更要注意。



衬胶管道橡胶物理特性
| 胶 种 | 高使用 | 使用压力MPa | 硫化方式 | |||
| 负压 | 正压 | 硬度邵 尔HS | 与金属结合力 | | ||
| 天然半硬胶 | 60-80 | -0.098 | 0.98 | D65±10 | ≥80kg/cm2 | 加压硫化 |
| 天然硬质胶 | 80-100 | -0.098 | 0.98 | D75±10 | ≥80kg/cm2 | 加压硫化 |
| 天然软质胶 | 70-90 | -0.098 | 0.98 | A60±7 | >6kg/cm | 加压硫化或 |
| 低钙、镁硬质胶 | 80-100 | -0.098 | 0.98 | D65±10 | ≥80kg/cm2 | 加压硫化 |
| 常压硫化硬质胶 | 80-100 | -0.098 | 0.98 | D70±10 | ≥60kg/cm2 | 常压硫化 |
| 氯丁胶板 | 80-110 | -0.098 | 0.98 | D60±7 | ≥6kg/cm | 常压或加 |
| 丁基胶板 | 80-120 | -0.098 | 0.98 | D60±7 | ≥6kg/cm | 常压或加 |
| 预硫化丁基胶 | 80-120 | -0.098 | 0.98 | A65±7 | ≥4kg/cm | 预硫化 |


衬胶管道不可以去现场生产。衬胶钢管生产之前都要对钢管进行焊接以及质量检验,即使现场可以满足焊接条件,但钢管焊接质量的检测无法满足,其中压力试验就无法满足;其次,衬胶钢管、衬胶罐体在衬胶之前都要进行喷砂除锈、打磨等工艺,打磨可以在现场完成,但喷砂除锈需要专门的设备以及场地,很难满足;即使解决了以上问题,衬胶钢管生产必不可少的工艺就是温、压硫化,这需要大型的硫化罐以及加温、加压设备,现场根本无法达到生产要求。


