


锯床全数控化,网络化,大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行,我们都知道的就是现在是互联网的时代,所以网络化也是一个不可忽视的地方。
锯梁快降按下降按钮,液压通过电磁阀工作,油进入升降油缸有杆腔,无杆腔油通过电磁阀回油箱,锯梁上升按上升按钮,液压油通过电磁阀进入升降油缸的无杆腔,有杆腔油经过电磁阀回油箱,工件松开按钳松按钮,液压油通过电磁阀进入夹紧油缸右边,左边液压油能过电磁阀回油箱。设备本身的固定也很重要,标准配备:一组标准夹具一组标准挡尺一组维修工具1,本产品本着易学就会的原则,可以使新手变成员而设计的,2,经过严格的制造及品管,本产品只须例行正常的保养,既可长时间确保研磨的精度,3。


数控带锯床送的材料尺寸不准的原因数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的.
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征.
金属带锯床常见毛病及处理方法.原普通带锯床上装配 光栅尺进行位置测量,原液压系统不变。控制系统软件功能设计,包括料仓、储料管理检索、锯件分类管理、锯条弯曲监控、材料压紧 、锯 条速度、锯削进给速度的自适应控制等。为了能同时满足不改变原液压系统的要求,系统增加了基于普通电磁阀的位置控制模块。以防触电事端的发作所用导线及丝



a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
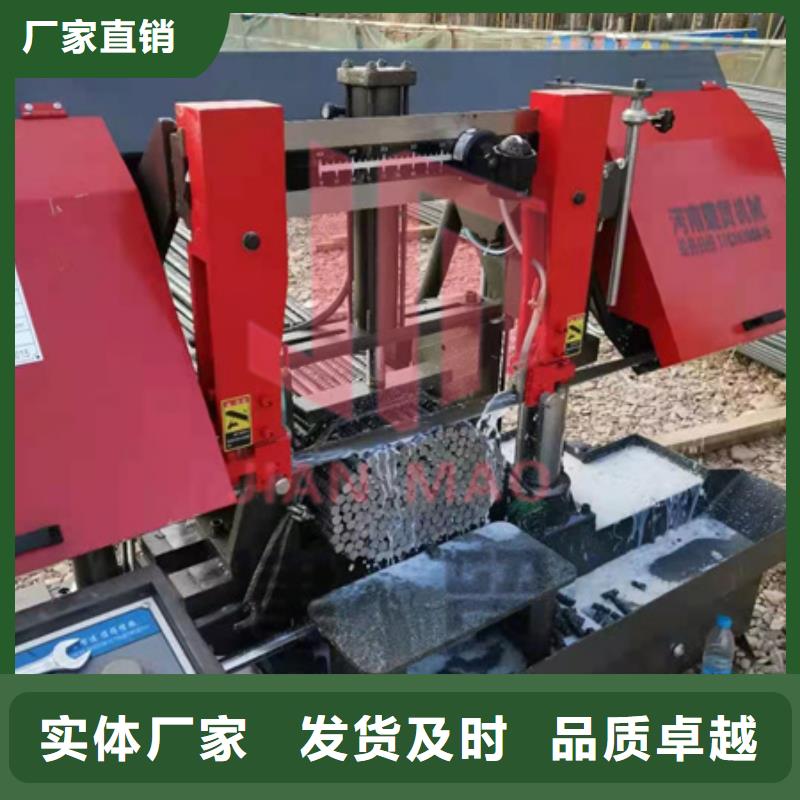
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。


、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。
3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。
5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。


经过十多年的辛勤努力,建贸机械设备有限公司建立了一套完备有效的服务体系,打造了一支经验丰富的服务团队,为客户不仅免费设计规划,提供专业的技术培训,而且派技术人员现场指导安装 河北张家口钢筋笼地滚笼机,做到了上门服务与网络在线服务相结合,赢得了客户们的广泛赞誉,成就了信誉至上、品质优良、服务贴心的品牌服务


