

建贸机械设备有限公司
钢筋笼滚焊机的使用代替了原有的传统手工,并且为我国桥梁和高铁的加工制作提供了极大的好处,为了让我们更加熟悉这种设备,下述就
让你们来看看有关于它的工作原理和亮点说明。
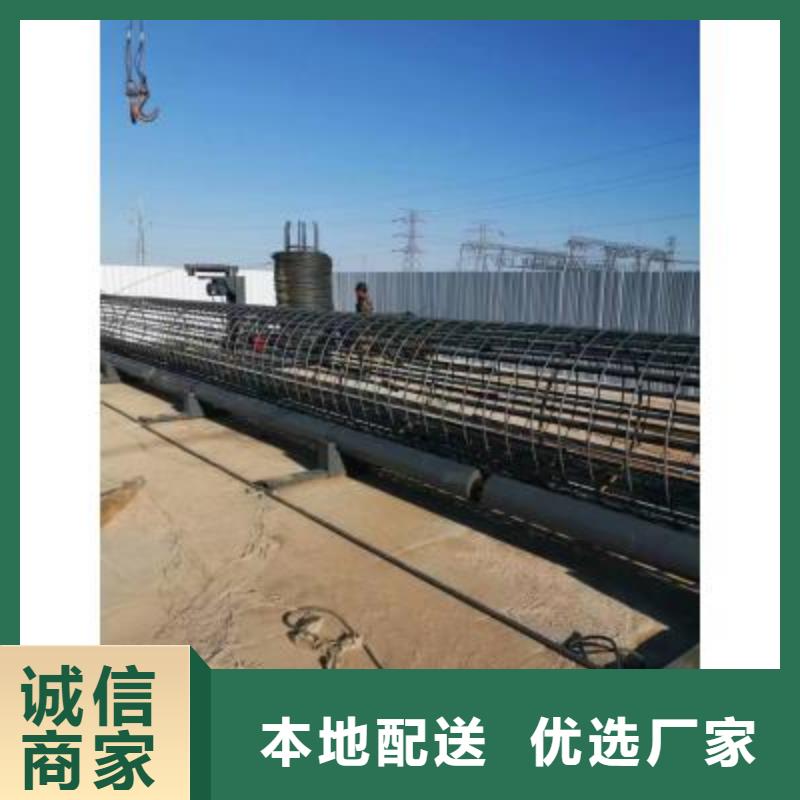
@根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行
固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠
,绕在主筋上(移动盘是一边旋转一边后移) 同时进行焊接,从而形成产品钢筋笼--这就是钻孔灌
B注桩钢筋笼滚焊机即“钢筋笼绕筋机“的工作原理。5)设备到达现场后 接到买方通知3天内派人现场进行指导安装5日内调试完毕试生产买卖双方共同协商制定详细的试生产方案卖方跟踪调试至完全生产要求试生产7日内达到预期目标并签署验收报告;
 张家口钢筋笼卷笼机在线咨询
张家口钢筋笼卷笼机在线咨询
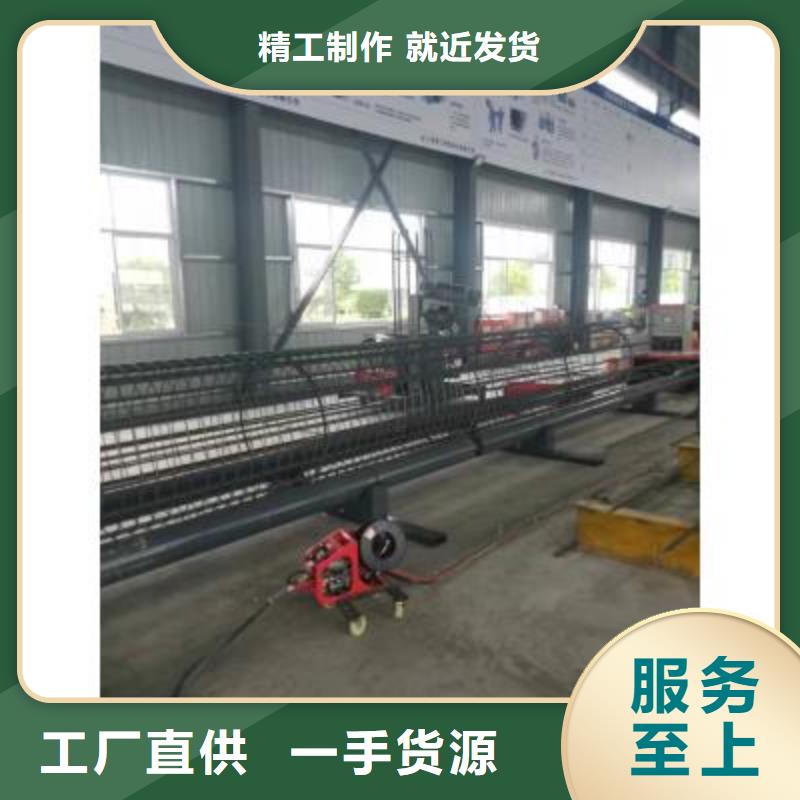
3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
按接头形式分类;
按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等;
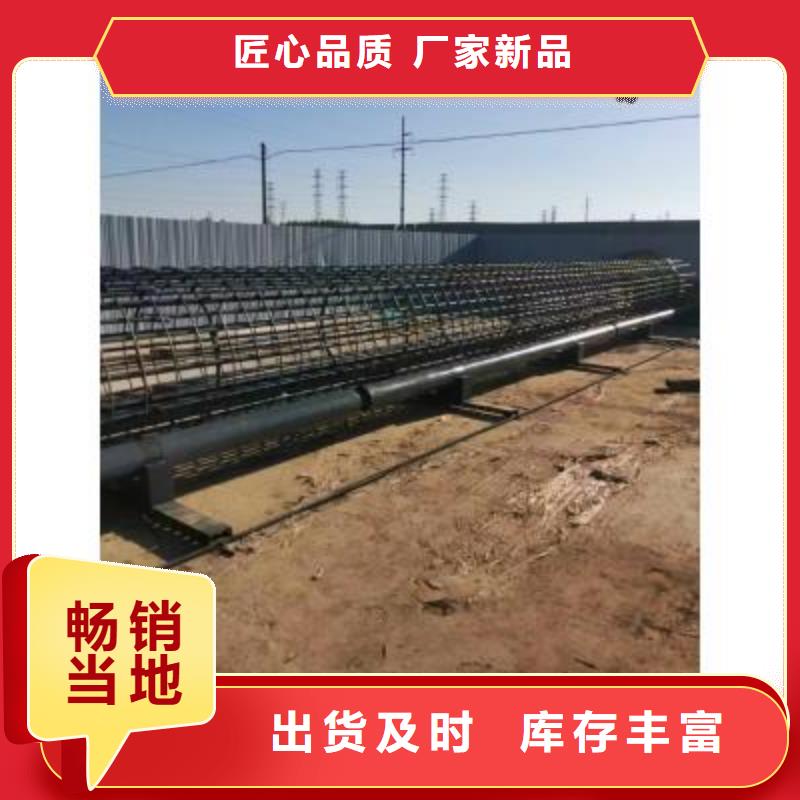
钢筋笼滚焊机各步骤具体操作如下:
a)设备安装调试在设备安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度;钢筋笼绕筋机

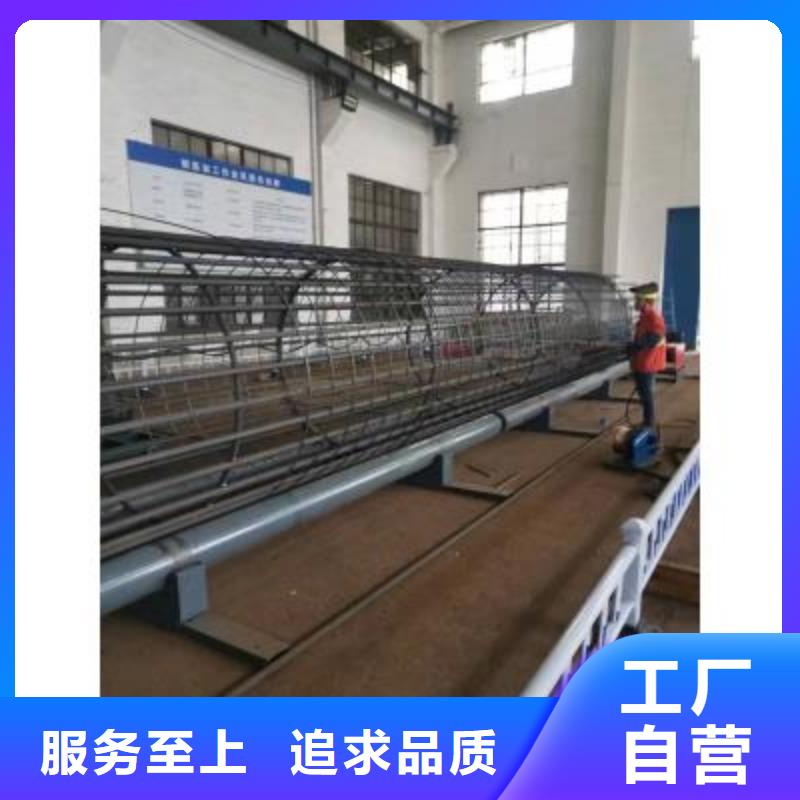
钻孔桩所使用的柱状钢筋笼由主筋和箍筋焊接或绑扎而成, 钢筋直径比较大,目前国内钻孔灌注桩钢筋笼成型工艺多采用长线放样、人工成型的施工工艺,该施工工艺机械化率低,成型质量不稳定,耗用大量人工。我项目桩基钢筋采用剥肋滚丝直螺纹连接, 该连接工艺质量稳定、可控性较好,但对钢筋笼成型精度要求比较高,人工成型的钢筋笼对接比较困难。 我项目根据实际情况采用钢筋笼滚焊机生产桩基钢筋笼,即桩基钢筋笼整体成型工艺。
钢筋笼绕筋机设备特点
1 加工速度快: 20 米钢筋笼成型耗时 90分钟左右,工作效率非常高。
2 加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。

切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。