




想要更深入地了解我们的【耐磨板】合金无缝钢管严选用料产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:【耐磨板】合金无缝钢管严选用料的图文介绍

融拓金属材料有限公司奉行“ 湖南永州50CrV无缝钢管质量优先”的生产原则,并一贯遵循对每一道工序负责,对每一个 湖南永州50CrV无缝钢管产品负责,对每一位用户负责的质量方针,竭诚为用户服务,既要把生产设备的技术关,质量关,根据用户的具体需要,对设备进行合理的技术改造,以达到不同用户的要求,满足用户不同环境条件下的使用效果。



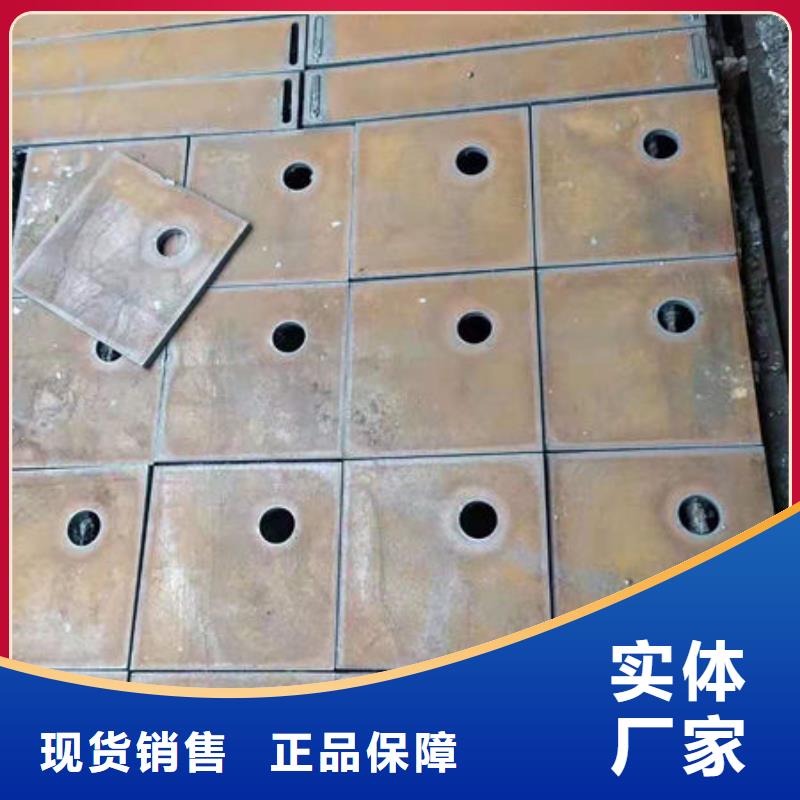
工具除锈主要使用钢丝刷等工具对耐磨钢板表面进行打磨,可以去除松动或的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若耐磨钢板表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。 水印缺陷常产生于高速耐磨衬板的下表面靠近DS侧,它是由于轧制前后乳化液清洗不,异常卷入带铡卷中,经退火后表面出现水印缺陷,形状各异,或呈条状,或呈块状,颜色有白有黑,白的是残留灰分和盐类,黑的是残碳、杂油。 异物压入是指外界异物黏附在耐磨衬板表面经轧制、形成的点状、线状、块状缺陷等,包括氧化铁皮压入、机组油污滴落在耐磨板表面或轧辊表面压入、溶液、颗粒杂物等黏附在耐磨板表面;(2)加工变形缺陷,这类缺陷是由于设备故障、生产工艺或操作不当造成的,包括条纹、梗印、擦伤等。 耐磨衬板常见的表面缺陷按形成条件和机理的不同可分为以下几类:(1)残留附着物缺陷,包括水印缺陷、异物压入等。条纹缺陷是由于涂层过厚导致的,擦伤是由于在生产过程中,耐磨衬板与加工设备等,造成其表面受到破坏产生的;(3)表面孔洞缺陷,分为三类:疏松的蜂窝状孔洞缺陷、不规则状孔洞缺陷、月牙状孔洞缺陷。

融拓金属材料有限公司



坡口角度很小的埋弧焊称为窄间隙埋弧焊。窄间隙埋弧焊的坡口面角一般为1-4,在复合耐磨板进行窄间隙埋弧焊的过程中,坡口面角随着焊缝收缩也相应地缩小到接近零度,使坡口变成具有一定宽度的间隙,此间隙宽度略大于导电嘴的宽度。 窄间隙埋弧焊一般焊接复合耐磨板,厚度为350mm,间隙尺寸为18-25mm。复合耐磨板窄间隙埋弧焊具有下列优点:坡口窄小,熔敷金属量小,节省焊丝、焊剂、电能和工时。焊头自动跟踪焊缝,与一般埋弧自动焊相比,可避免人工调节焊头偏差引起的焊接缺陷,所以窄间隙埋弧焊性能可靠能确保焊接质量。 窄间隙埋弧焊采用脱渣性好的细颗粒焊剂,自动回收焊剂,焊工避免了清渣和筛选焊剂的工序。窄间隙埋弧焊采用线能量较小的焊接规范,改善了焊接接头的力学性能。由于复合耐磨板的坡口窄小,使焊接应力小和焊接接头综合力学性能良好,了焊接接头的抗裂性能。 焊缝中的热裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,其结晶温度区间较大、偏析较严重,因而具有较大的热裂倾向。热裂纹经常出现在条焊道弧坑和凹形角焊缝中。为防止热裂纹,在选择焊接材料时,应尽量选用含碳量低,含S、P杂质少的填充金属【一般控制w(C)在0.15%以下,不超过0.25%,w(S)和w(P)均不超过0.03%-0.035%】,焊接时必须填满弧坑和保证良好的焊缝成形。

