





5、超高分子聚乙烯管道的理论使用期可达几百年,超高的老化速度和脆化速度相当缓慢,埋地使用50年,其机械性能仅降20%左右,超高分子聚乙烯管道材防老化性能优于PE100,聚乙烯管道抗老性能高出PE100管材1/4左右,性能与PE100相同,都按规定添加2.5%炭黑。抗疲劳强度请参考“五三所检查报告”抗疲劳强度高于PE100约16倍以上。
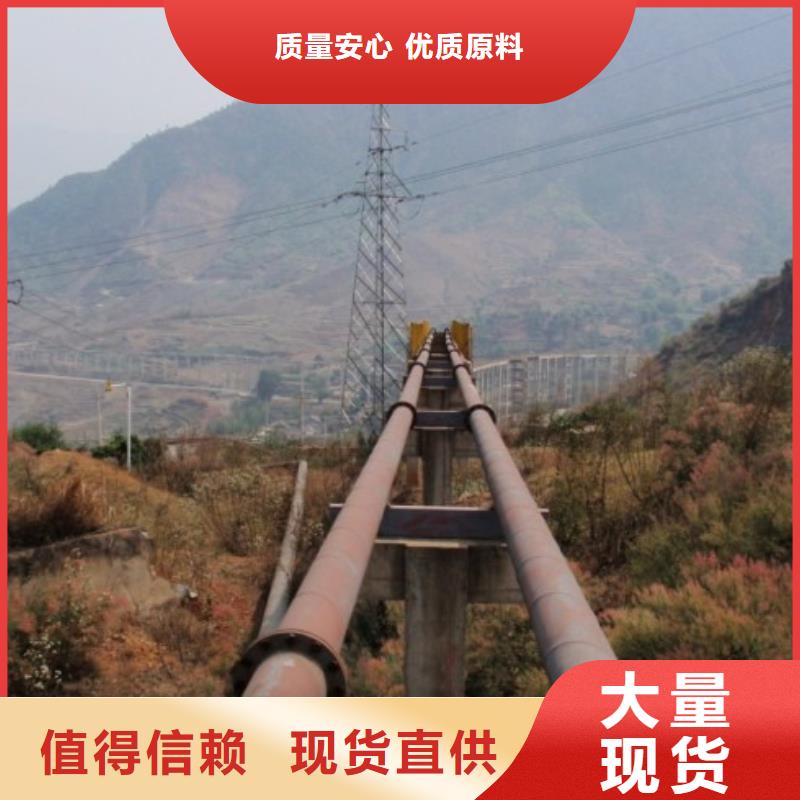
6、超高分子聚乙烯管道的摩擦系数仅为新钢管的1/6,普通聚乙烯的1/5,橡胶的1/20,聚丙烯的1/2。超高分子聚乙烯管道的流动系数“C”为160。而新钢管只有130,旧钢管则下降到95,对于灰浆输送这种恶劣工况,钢管的“C”指数只有60~80。而且超高的耐磨性和不粘性、耐腐蚀性又可使管壁始终保持光滑畅通,流通能力一般高出钢管50%以上,使传输系统长期保持低压畅通状态。
7、超高分子聚乙烯管道的抗拉屈服强度和抗拉断裂强度较高,热变形温度高出普通塑料十几度,而冷脆温度几乎没有下限,加之较好的延伸率,所以,可在较大温度范围内,承受较大的管子应力,吸收冲击载荷和关停出现的水压波动。



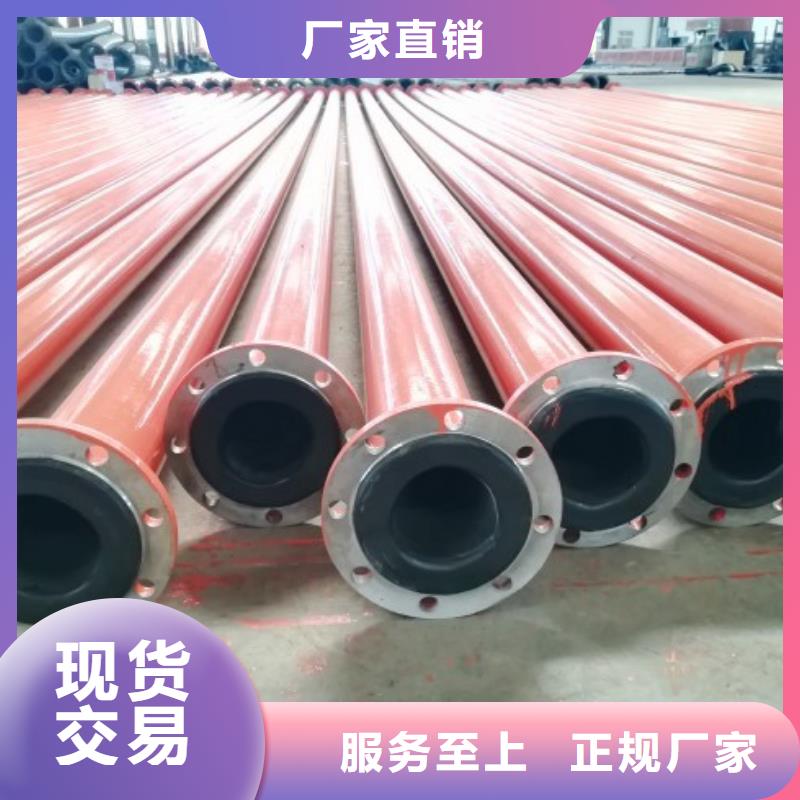
中雄管业有限公司主打商品 山东烟台钢衬超高分子复合管以专业的技术、优良的信誉及满意的服务赢得全国各大城市广大零售和代理经销商客户的信任, 经过多年经验的积累,产品拥有着其稳定的性能和卓越的效果,同时得到了相关权威部门的认证,公司不断积j i研发新型产品,营造出各种优质、丰富的产品。公司以服务品质z u i优化,使顾客满意z u i大化。赢得广大消费者的信赖与追求,所有技术创新的基础是人才的聚集和培养,多年来我们坚持“以人为本”的经营宗旨,建立了求人,用人,育人,留人的人力资源开发机制,形成了良好的人力资源开发和管理体系,努力打造学习型的组织和富有战斗力的团队。经过了多年的研发与实践,积累了一整套完善的新的产品开发程序,提高了开发效率。



超高分子聚乙烯管道性能参数
| 项目 | 单位 | 试验方法 | 超高型号 | 其它工程塑料 | ||||
| SLL-2 | SLL-3 | 尼龙66 | 聚碳酸酯 | 聚甲醛 | 聚四氟乙烯 | |||
| 密度 | g/cm3 | ASTM D1505 | 0.935 | 0.930 | 1.14 | 1.2 | 1.4 | 2.16 |
| 平均分子量 | GB/T1841-1980 | 粘度法 | 250万 | 300万 | - | - | - | - |
| 屈服点应力 | Kg/cm2 | ASTM D638 | 220 | 220 | - | - | - | - |
| 抗张强度 | Kg/cm2 | ASTM D638 | 400 | 500 | 750 | 640 | 700 | 200 |
| 断裂伸长率 | % | ASTM D638 | 350 | 300 | 200 | 110 | 75 | 300 |
| 抗冲击强度(无缺口) | Kg.cm/cm | ASTMD256/td> | 破坏不了 | 破坏不了 | 11 | 80 | 10 | 16 |
| 抗冲击强度(缺口) | Kg.cm/cm | ASTMD256 | 110 | 105 | - | - | - | - |
| 布氏硬度 | D | ASTMD2240 | 40 | 40 | 100 | 118 | 120 | - |
| 动摩擦系数 | Kg/cm2.m/s | 三井汕化 | 0.2 | 0.2 | 0.4 | - | 0.4 | 0.2 |
| 磨损率(砂磨法) | mg | 三井汕化 | 20 | 15 | - | - | 170 | 225 |
| 熔点 | ℃ | ASTMD2117 | 136 | 136 | 255 | 240 | 166 | - |
| 维卡软化点 | ℃ | ASTMD1525 | 134 | 134 | - | - | - | - |
| 热变形温度 | ℃ | ASTM D648 | 85 | 80 | 200 | 138 | 170 | 121 |
| 膨胀系数 | 10-4/℃ | ASTMD696 | 1.5/td> | 1.5 | 0.8 | 0.66 | 0.81 | 1.0 |
| 导热系数 | 10-cal/cm.s.℃ | ASTMD177 | 8.5 | 8.5 | 5.85 | 4.6 | 5.5 | 6.0 |
| 吸水率 | % | ASTMD570 | 0.01 | 0.01 | 1.5 | 0.15 | 0.25 | 0.02 |



超高分子聚乙烯管道连接步骤:
当管道采用电熔连接时,应按下列步骤进行:
在管道加工的时候,在某一规定加工时间内,刚熔接好的接头仍可以进行校正,但严禁旋转.
(1)应保持电熔管材与管件的熔合部位干燥.
(2)管材的连接端面应垂直于管轴线,擦净管件连接面上的污物,在管材表面标出插入深度,并刮陈其表皮.
(3)校直两对应的连接件,使其处于同一轴线上.
(4)熔连接机具与电熔管件的导线连通应正确.连接前,应检查电加热的电源电压,加热时间应符合电熔连接机具与电熔管件生产厂家的有关规定.
(5)在熔合及冷却过程中,不得移动和转动,不得在连接件上施加任意外力.
(6)电熔连接的标准加热时间应由生产厂家提供,应随环境温度的不同而加以调整.
