



想要更直观地了解数控锯切套丝打磨生产线库存充足产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:数控锯切套丝打磨生产线库存充足的图文介绍
调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。



a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
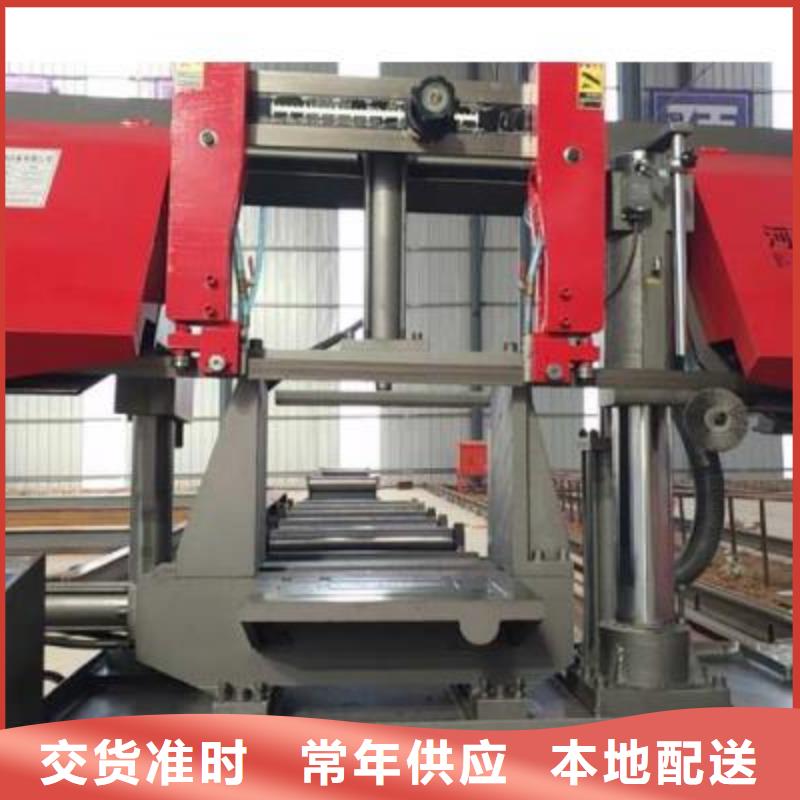
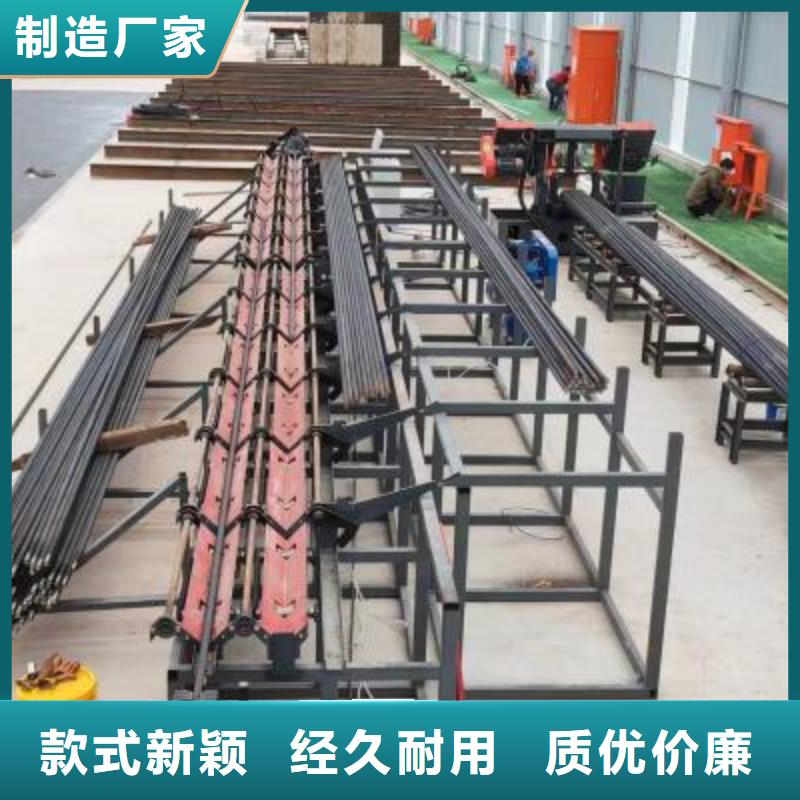
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。



建贸机械 有限公司以良好的 山东烟台自动上料喷浆车质量赢得了广大用户的好评,取得了良好的业绩。在服务中国市场的同时,公司致力于开拓国际市场, 山东烟台自动上料喷浆车货源充足,多种规格。多年来坚持守约、保质、薄利、重义的经营理念,与广大用户建立了牢固的合作关系,受到了广大客户的赞同。公司让利于客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!


