
联系我们

灯光栏杆为您服务
更新时间:2025-02-19 08:30:43 浏览次数:11 公司名称:聊城 美特护栏有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3-7 |
| 供货总量 | 3000120 |
| 运费说明 | 电议 |
| 最小起订 | 100米 |
| 是否厂家 | 是 |
| 产品材质 | 304 201 碳钢 |
| 产品品牌 | 美特护栏 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 绿 灰 黑 黄 蓝 |
| 适用领域 | 桥梁 道路 河道 |
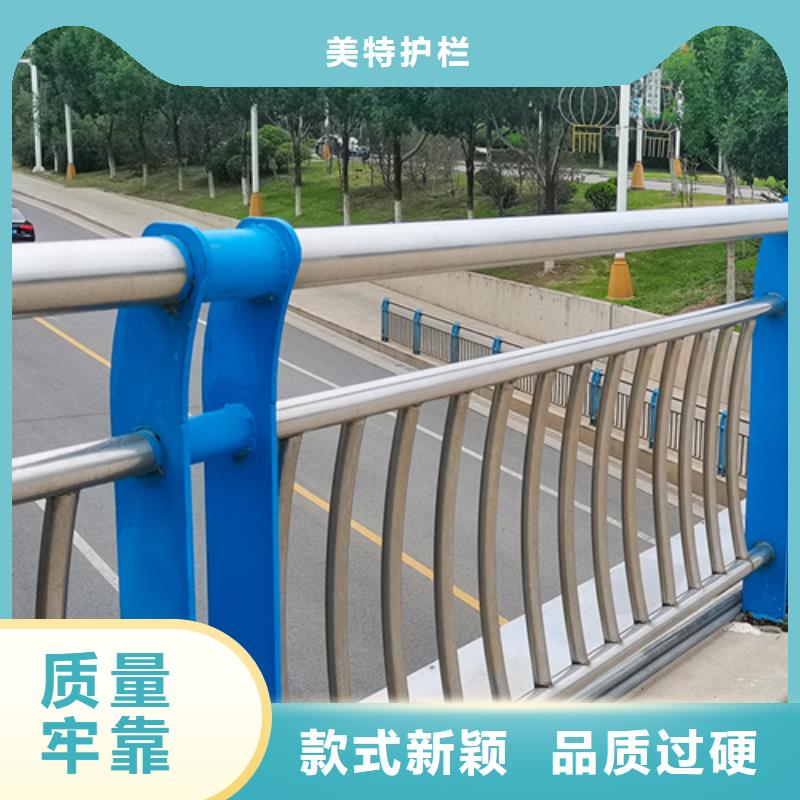



阳江灯光护栏的安装工艺一、施工准备:1、 机具:电焊机(望柱焊接)、弧焊机、角磨机、电缆线各一套;2、 辅助工具:榔头、铁毡、墨斗、线垂、水准仪、施工线、钢卷尺、记号笔、扫帚等;3、 辅料:粗细不等钢筋、水泥、河砂、建筑胶水、钢丝球、3.2焊条、302不锈钢焊丝;二、施工工序:清理干净基础预埋---根据图纸尺寸定位放线 –用水准仪测定预埋钢板标高---以高预埋钢板定位两端望柱电焊—在两端望柱上拉两根施工线---中间望柱就位电焊---护手不锈钢管焊接---中间横挡安装(套装饰盖)---装饰盖安装(用水泥砂浆填缝,水泥砂浆加胶水)---望柱满焊---清理卫生;三、施工方法:1、 构件定位放线:根据图纸尺寸确定望柱边线及边线用墨斗线弹出位置;然后确定出望柱安装位置;2、 望柱安装就位:用水准仪测量出预埋钢板标高,以高预埋钢板标高先安装两端望柱,望柱用粗细不等的钢筋垫到相同标高后点焊;然后拉两根施工线做为控制线,中间一根,顶部一根;中间望柱安装以控制线为标准安装顺直。


 美特护栏
美特护栏

 阳江阳江灯光栏杆为您服务
阳江阳江灯光栏杆为您服务


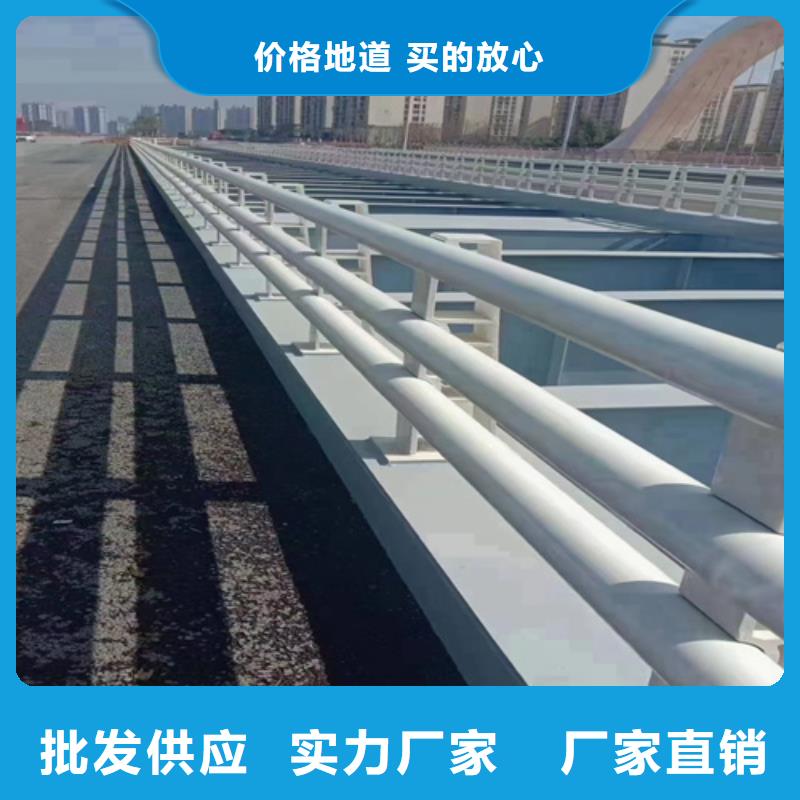
阳江不锈钢护栏施工工艺流程:施工准备--放样--下料--焊接安装--打磨--焊缝检查--抛光。阳江不锈钢护栏主要施工方法:1、施工前应先进行现场放样,并计算出各种杆件的长度。 2、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。3、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。4、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。5、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。6、杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。