


产品详细介绍
以下是:不锈钢管-槽钢快速生产的产品参数
导读 选购不锈钢管-槽钢快速生产来广东省阳江市找国耀宏业钢铁有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘国耀-18802262066,{QQ:806424688},地址:[天津经济开发区国耀宏业钢铁发货到广东省 阳江市 江城区、阳西县、阳东区、阳春市]。 广东省,阳江市 秦始皇三十三年(前214年),两阳地区为南海郡地、桂林郡地。隋开皇十八年(598年)在现阳江地新设阳江县,为阳江县得名之始。1983年9月,阳江县、阳春为江门市属县。1988年1月7日,原阳江、阳春两县从江门市分出,新建为阳江市。历史上,阳江是海上丝绸之路重要中转站和补给站,曾是汉代、两晋、南北朝古高凉郡治和隋时冼夫人幕府治所;阳江历史代表文化为漠阳文化;高凉文化、海丝文化以及广府文化等多种文化在此交相辉映。
我们的不锈钢管-槽钢快速生产视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:不锈钢管-槽钢快速生产的图文介绍

国耀宏业钢铁有限公司成立以来,以“让国耀宏业钢铁有限公司走向世界”为目标,坚持“实用、耐用、节能、”的生产理念,不断引进国内外技术,致力于 广东阳江镀锌钢板的研发和制造。



多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。



批量订货,应选择誉优良的厂商,并与供方协商确定细化的订货要求,明确酸洗钝化要求,如“钝化膜应完整,呈灰白色带金属光泽,内壁应洁净等”;明确内窥镜检查、海绵弹检查、抽样剖切检查等要求;同时加强对供方的过程,确保管材出厂质量。
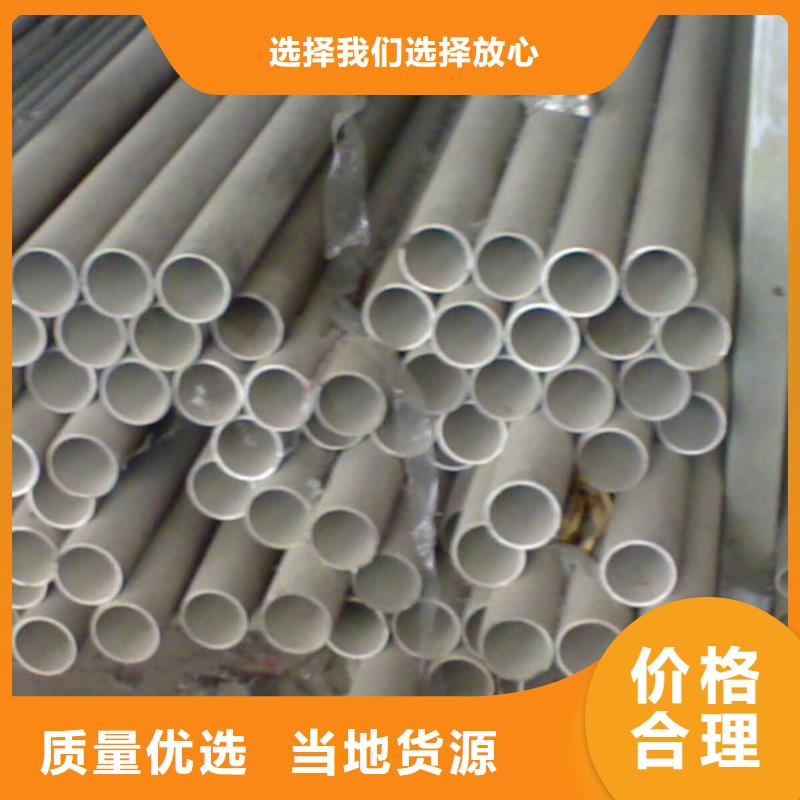
由此可见,管材质量对流体系统污染的控制是至关重要的。少量采购时,应借助内窥镜、海绵弹等检查,挑选内壁表面状态良好的管材使用。从污染控制要求出发,不锈钢管材内壁越光洁越好。不锈钢管材制作、安装过程控制本文已分析了不锈钢管材制作过程产生污染物的主要因素,不锈钢管材制作过程的污染控制重点是控制这些工序。
批量直接订货并严格实施了内表面质量控制的管材,不锈钢管材制作过程可不在进行酸洗钝化。制作时,首行脱脂处理,重点控制焊接、吹扫过程即可。市场采购的管材,制作过程需进行酸洗钝化处理,以形成良好的钝化膜,保证耐蚀性能。
不锈钢管材制作应遵循GB50235G工业金属管道工程施工及验收规范、GB50236现场设备、工业管道焊接过程施工及验收规范等标准的要求,不锈钢管材弯制宜采取冷弯,以避免加热导致钝化膜损伤和产生氧化皮。在结构允许的情况下,弯曲半径应尽可能大,一般以大于或等于管外径5倍为宜。
制作时应尽量避免弯曲处变形或减薄。焊接时,应采用专门的工装,使管内保持良好的保护,避免焊接加热使热影响区产生氧化皮;内焊缝采用内窥镜检查外观形态,应无裂纹、气孔、夹渣、飞溅以及局部发黑(氧化)现象,外焊缝进行局部酸洗钝化。
由此可见,管材质量对流体系统污染的控制是至关重要的。少量采购时,应借助内窥镜、海绵弹等检查,挑选内壁表面状态良好的管材使用。从污染控制要求出发,不锈钢管材内壁越光洁越好。不锈钢管材制作、安装过程控制本文已分析了不锈钢管材制作过程产生污染物的主要因素,不锈钢管材制作过程的污染控制重点是控制这些工序。
批量直接订货并严格实施了内表面质量控制的管材,不锈钢管材制作过程可不在进行酸洗钝化。制作时,首行脱脂处理,重点控制焊接、吹扫过程即可。市场采购的管材,制作过程需进行酸洗钝化处理,以形成良好的钝化膜,保证耐蚀性能。
不锈钢管材制作应遵循GB50235G工业金属管道工程施工及验收规范、GB50236现场设备、工业管道焊接过程施工及验收规范等标准的要求,不锈钢管材弯制宜采取冷弯,以避免加热导致钝化膜损伤和产生氧化皮。在结构允许的情况下,弯曲半径应尽可能大,一般以大于或等于管外径5倍为宜。
制作时应尽量避免弯曲处变形或减薄。焊接时,应采用专门的工装,使管内保持良好的保护,避免焊接加热使热影响区产生氧化皮;内焊缝采用内窥镜检查外观形态,应无裂纹、气孔、夹渣、飞溅以及局部发黑(氧化)现象,外焊缝进行局部酸洗钝化。


总结联系人:刘国耀,电话:18802262066,国耀宏业钢铁有限公司在广东省阳江市本地专业从事不锈钢管-槽钢快速生产,广东省阳江市各个县市以及周边城市均可提供送货上门服务!