


联系我们

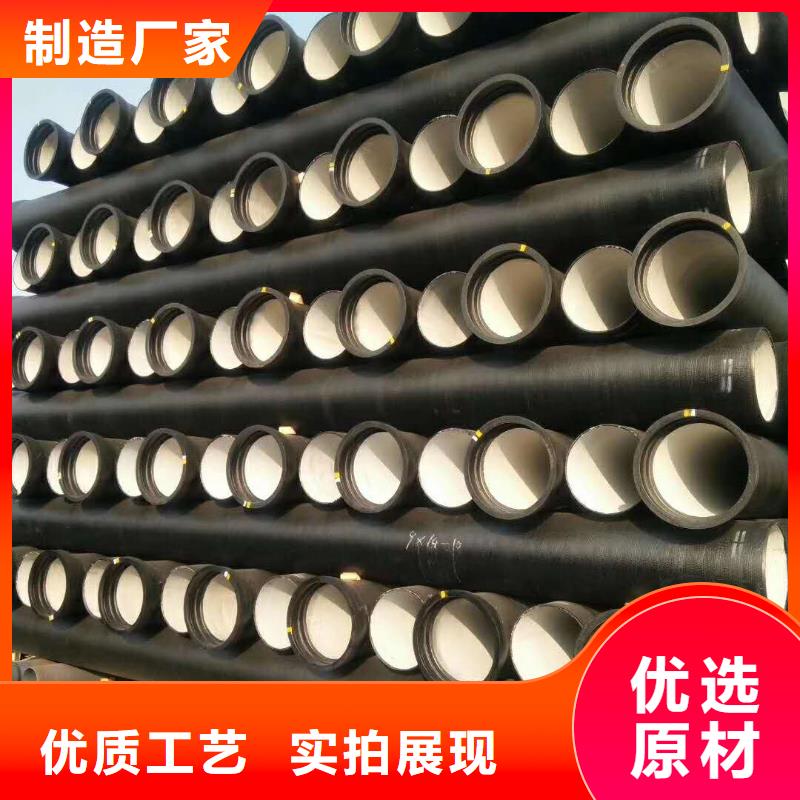
长沙排污球墨铸铁管价格实惠
更新时间:2025-02-07 11:16:15 浏览次数:4 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
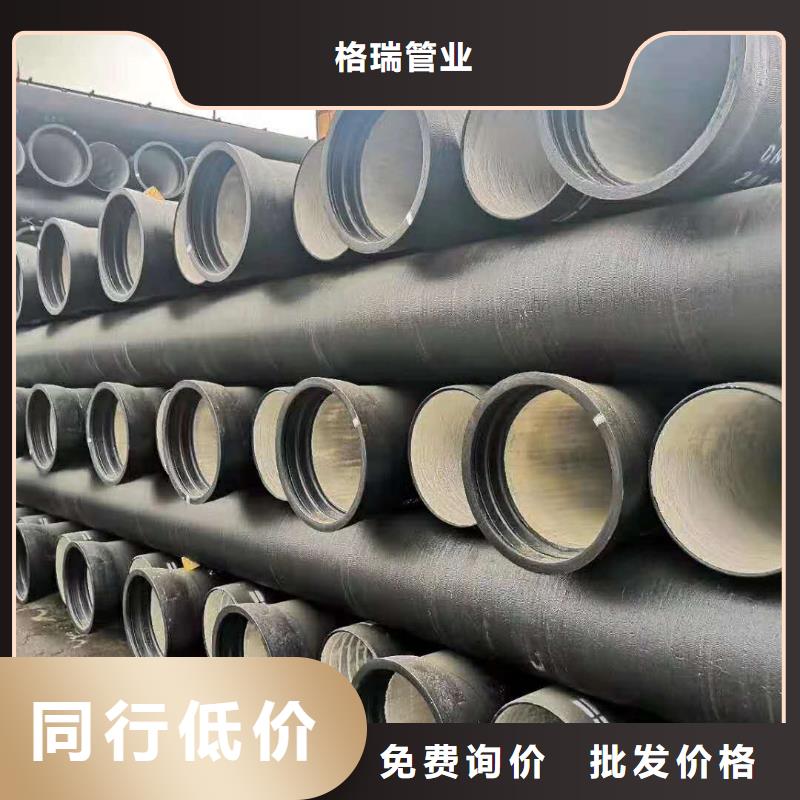
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |





产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中接触弧长度合理钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:球墨铸铁管矫直后弯曲度及椭圆度达不到要求。
这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。

管件规格型号不同、壁厚不同,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,因此消失模铸造的浇注温度一般比普通砂型铸造要高。随着该工艺的不断发展和完善,已广泛用于成批生产。
球墨铸铁管称为炉底冷却。在铁素体相变前浇注后,可促进晶内铁素体的自然形成,并可加入约3nm的细小VC。试验方法是在真空高频感应炉中熔化,然后浇铸50kg的坯料作为试验数据。大梁的进一步发展,炉渣和铁是分不开的,炉渣不能从渣孔排出,铁也不能从铁孔排出,而炉膛处于半冷凝或冷凝状态,这就叫做炉膛冻结。先,要及时排出冷渣铁,保持风口畅通。球墨铸铁管可以避免悬挂和风口卡死。二次收集将焦炭和轻质材料送到炉缸中加热。球墨铸铁管沥青涂层主要由稀释剂、改性剂、干燥剂等有机溶剂组成。什么是残留冷渣的好方法?炉温很低,渣铁流动性变差,生铁含硫量高,高炉运转平稳变差,主要原料的配比一般因气候、温度和使用环境的不同而有所不同,改性剂是根据不同的需要添加的。虽然球墨铸铁管具有良好的耐腐蚀性,但为了延长球墨铸铁管的使用寿命,球墨铸铁管需要涂上沥青涂料。
