
产品详细介绍





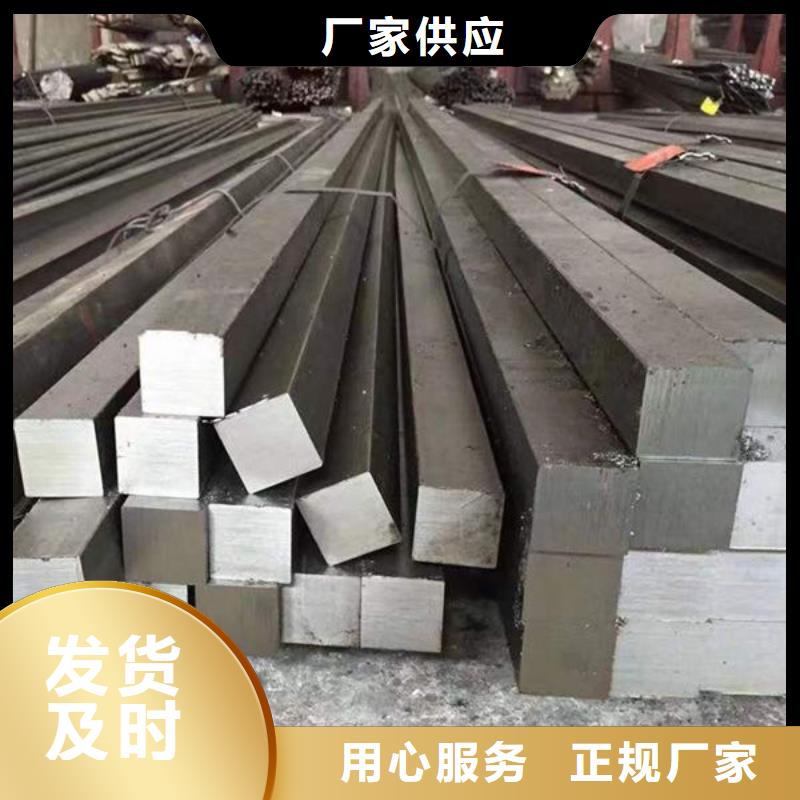
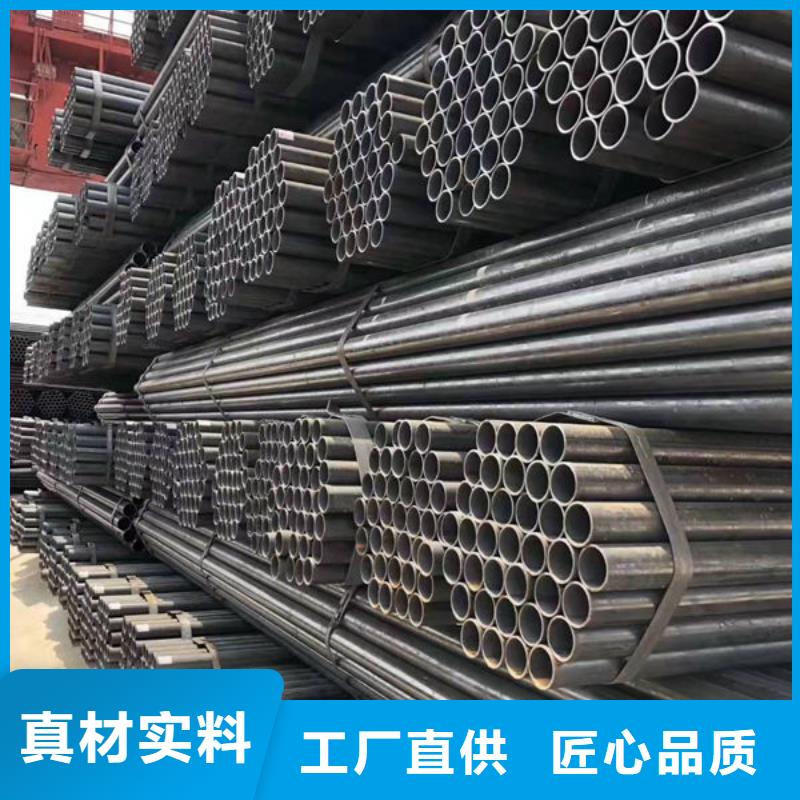
无缝钢管一般是钢水通过环形狭缝积压出来,然后经过拉伸等处理工艺,使之无焊缝。无缝钢管厂广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。无缝管用途很广泛。一般用途的无缝管钢材由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。无缝钢材管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
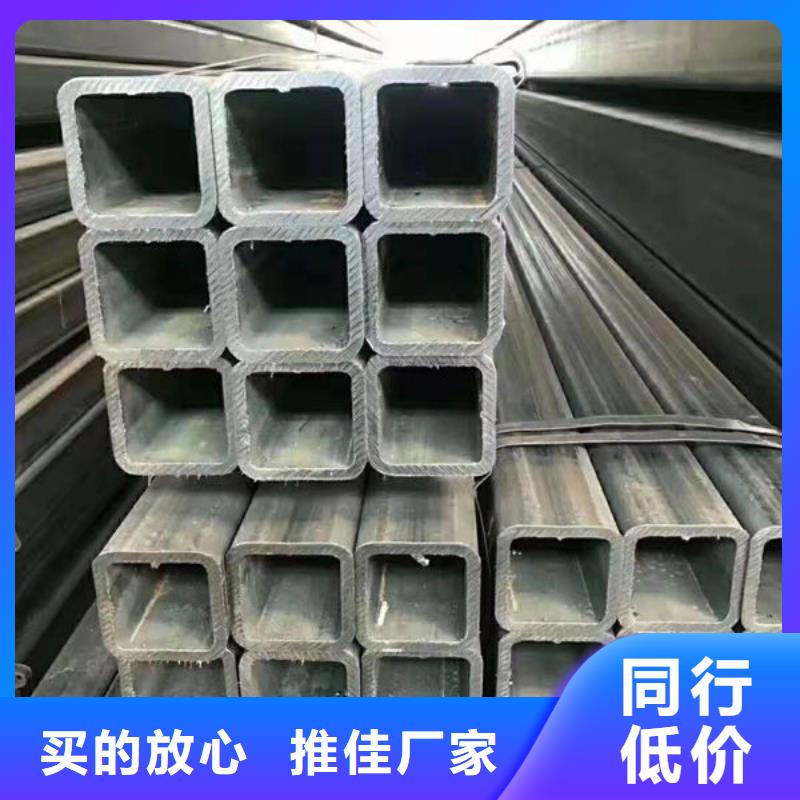
直缝钢管的生产工艺较为简单,主要生产工艺为高频焊直缝钢管和埋弧焊直缝钢材;直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径直缝钢管的工业生产中,采用了T形焊接技术,即一小部分直缝钢管被对接连接,以满足工程所需的长度;T形直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
角钢的规格GB/T2101-2008(型钢验收、包装、标志及质量证明书的一般规定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(热轧等边/不等边角钢尺寸、外形、重量及允许偏差);JISG3192-94(热轧型钢的形状、尺寸、重量及其容许差);DIN17100-80(普通结构钢质量标准);ГОСТ535-88(普通碳素型钢技术条件)。根据上述标准的规定,角钢钢材应成捆交货、其捆扎道次、同捆长度等应符合规定。角钢一般属裸装交货,运输和储存均需要注意防潮。角钢材的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
镀锌板带钢材产品主要应用于建筑、轻工、汽车、农牧渔业及商业等行业。其中建筑行业主要用于制造防腐蚀的工业及民用建筑屋面板、屋顶格栅等;轻工行业用其制造家电外壳、民用烟囱、厨房用具等,汽车行业主要用于制造轿车的耐腐蚀部件等;农牧渔业主要用做粮食储运、肉类及水产品的冷冻加工用具等;商业主要用作为物资的储运、包装用具等。边部出现的大型夹杂物富集是诱发边裂的主要根源之一。由于薄板坯采用了漏斗型结晶器,结晶器内部的流动、传热的不均匀程度和液面波动情况比传统板坯连铸时复杂,在浇铸过程中往往会造成卷渣,一部分卷渣残留在铸坯表面形成表面夹杂,其中较大的夹杂颗粒在铸坯边部沉积,造成边部大型氧化物夹杂的富集。