


以下是我们上传的H型钢Q355C无缝方管匠心工艺视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:H型钢Q355C无缝方管匠心工艺的图文介绍


申达鑫通商贸有限公司位于北辰区顺义道中储大厦。 我们专注于 新疆Q355D无缝方管生产和销售多年, 公司正以“开拓创新、追求卓越、行业争先、服务社会”为宗旨,始终把提高用户满意度作为我们不懈追求的目标,始终贯彻“诚信、务实、专业、创新”公司准则, 立足高端,放眼世界,使技术和产品水平达到 新疆Q355D无缝方管行业先进水平,在发展的道路上不断求索、创新。



H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。


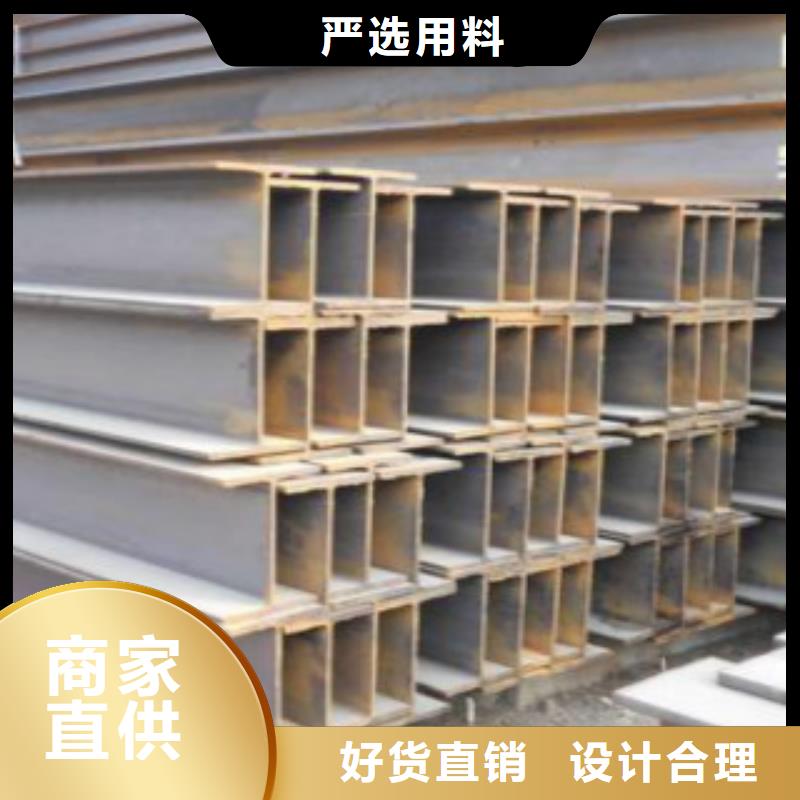
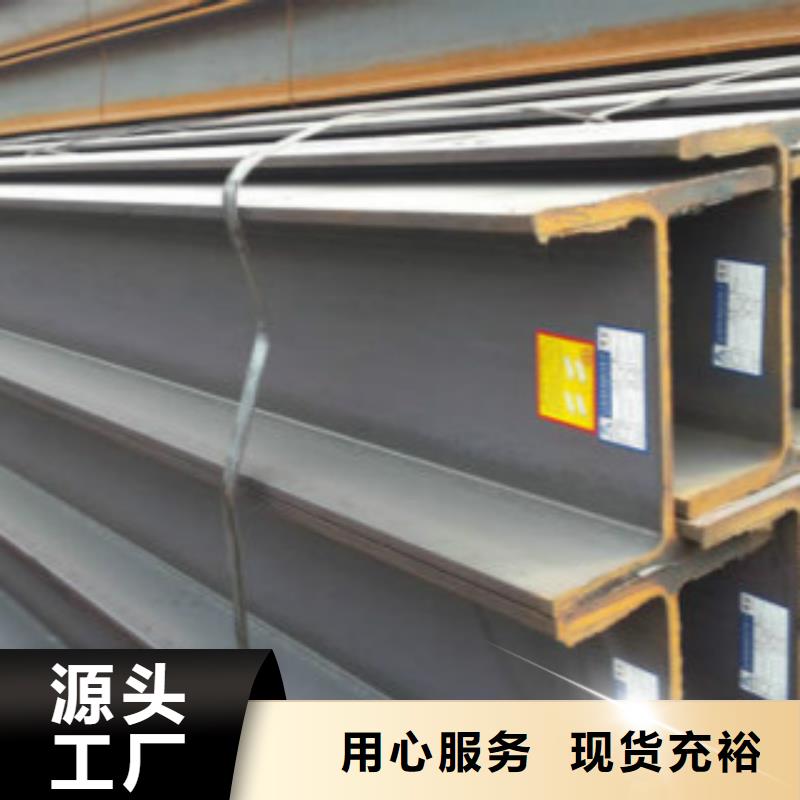
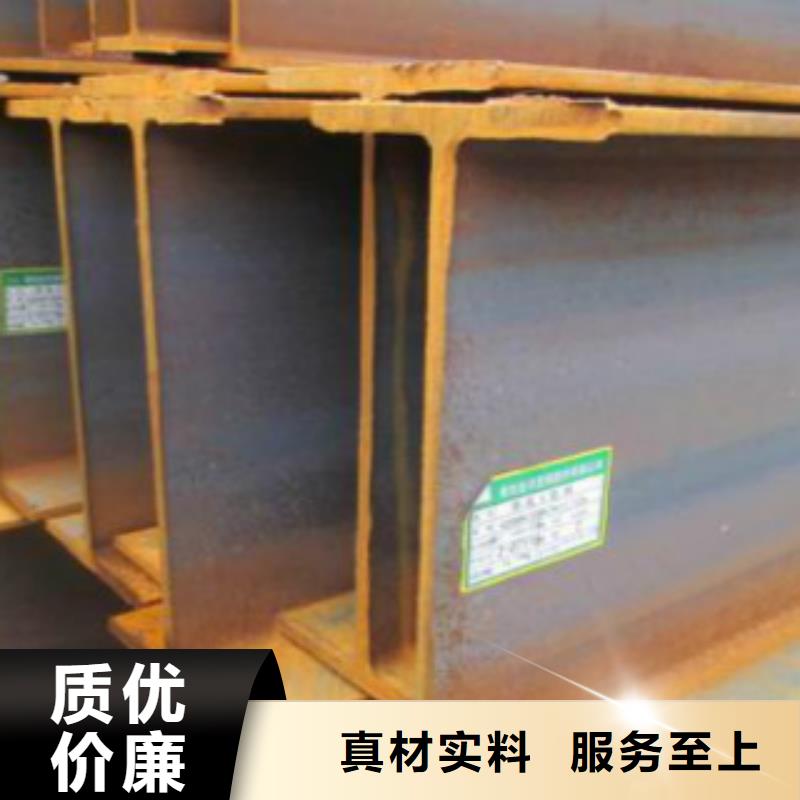
H型钢名称:H型钢是由工字型钢优化发展而成的一种断面力学性能更为优良的经济型断面钢材,尤其断面与英文字母“H”相同而得名。H型钢表示方法:高度H×宽度B×腹板厚度t1×翼板厚度t2;H型钢完美优势:H型钢可加工成T型钢,蜂窝梁可经组合形成各种截面形式,极大满足工程设计与制作需求,翼缘宽,侧向刚度大,抗弯能力强,翼缘两表面相互平行使得连接、加工、安装简便,与焊摄工字钢相比,成本低,精度高,残余应力小,无需昂贵的焊接材料和焊缝检测,节约钢结构制作成本30%左右,相同截面负荷下.热轧H钢结构比传统桐结构重量减轻15%-20%。与砼结构相比,热轧H钢结构可增大6%的使用面积,而结构自重减轻20%一30%,减少结构设计内力。H型钢材质:Q235a,Q235b,Q235c,Q235d,Q345a,Q345b,Q345c,Q345d重量计算公式:W= 0.00785 ×(2h*t1+b*t2)
h= 高
b= 宽
t1= 腹板厚度
t2= 翼板厚度
h= 高
b= 宽
t1= 腹板厚度
t2= 翼板厚度

