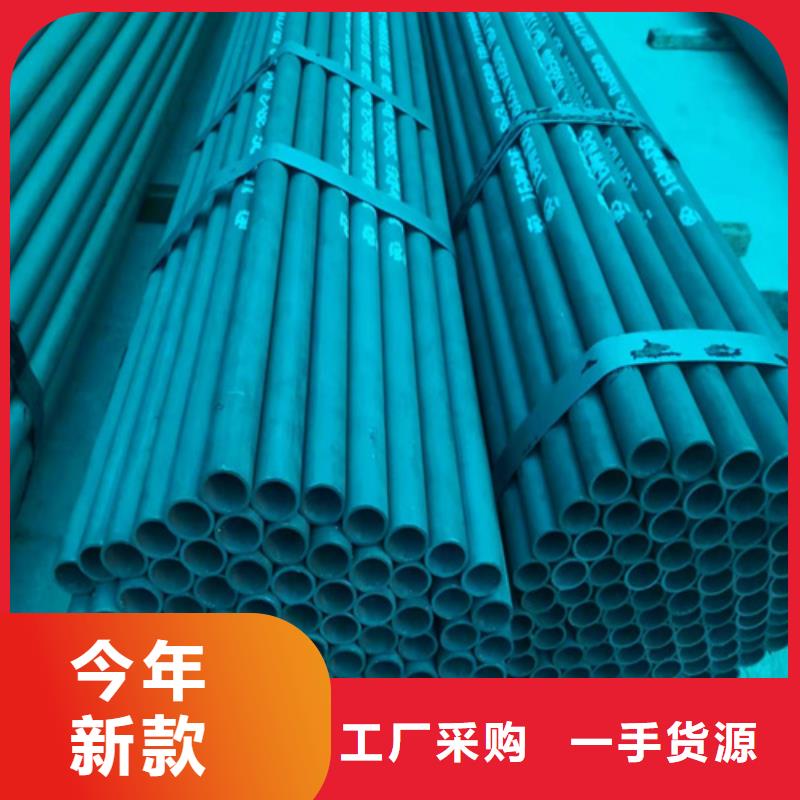






酸洗钝化无缝钢管液的使用和操作非常方便,磷化无缝钢管槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,磷化无缝钢管钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,酸洗无缝钢管需防范金融风险这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。
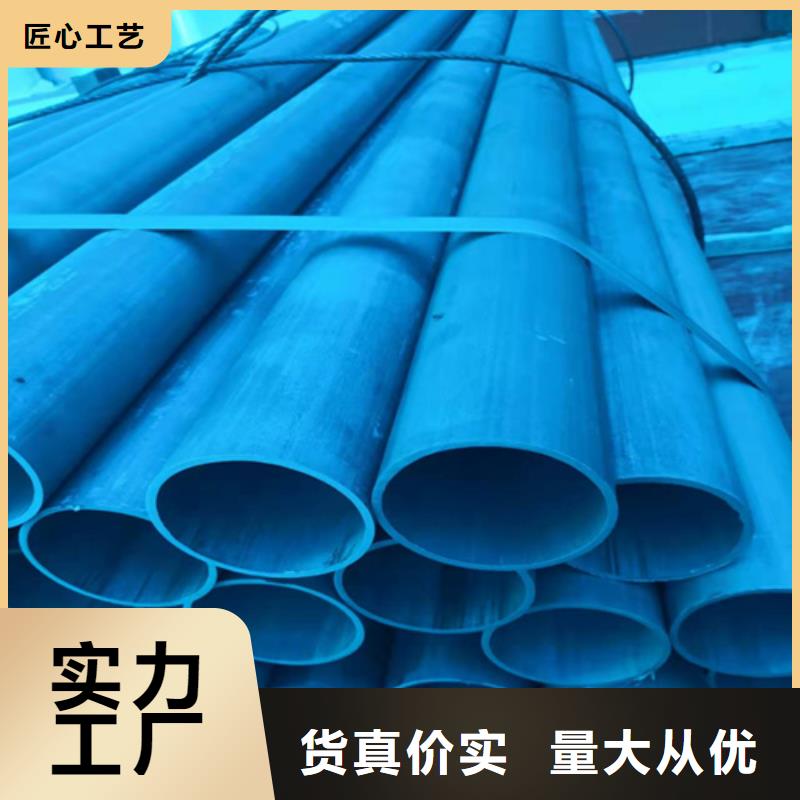
酸洗钝化无缝钢管1、酸洗工在工作前必须穿戴好劳动保护用品,在工作中认真检查工作现场有无障碍、吊带是否完好无损,确认完好后方可进行工作。2、酸洗主要采用盐酸酸洗,采用水来配制盐酸,盐酸含量为18~20%比较合适。3、酸洗工工作前首先了解酸的浓度、温度及本槽酸洗管的吨位。4、吊管时两根吊带要离开端头1.3米左右,防止吊弯钢管,造成镀锌管内漏;在往酸槽下管时,钢管要倾斜15°,先下自己站立的一端,防止喷酸伤人。5、钢管每次酸洗,重量在2~5吨为宜,时间5~15分钟。
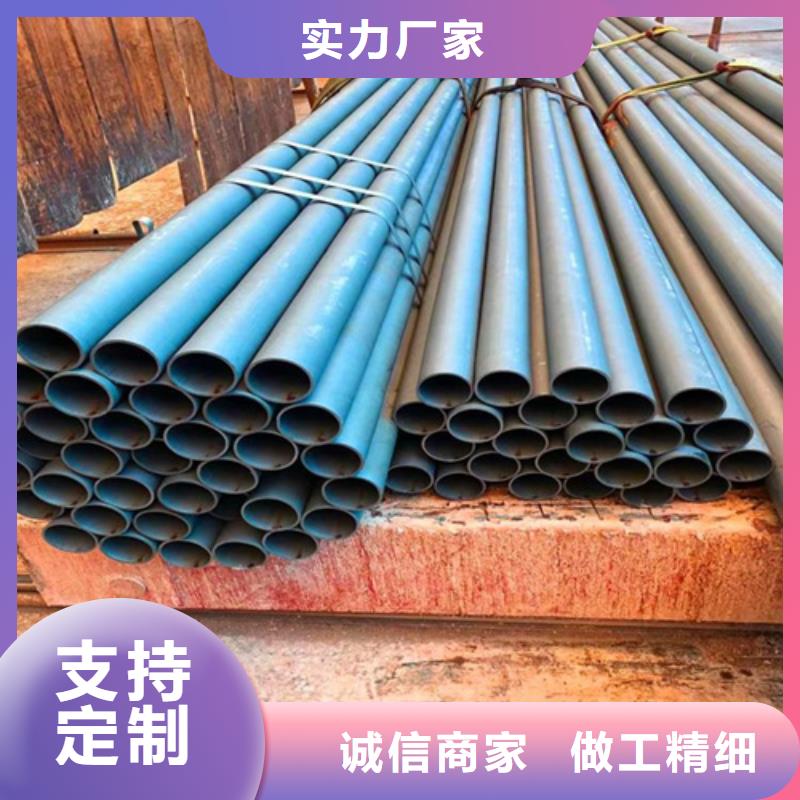
酸洗钝化无缝钢管容器或零部件必须用洁净水将表面冲洗干净,后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。管路清洗完毕如果没有很快进入调试阶段 必须在管路中及时铺油 而且要在整个内壁上都形成一层油膜 以免产生二次生锈。油洗之后 调试之前必须再次对管路进行检查 特别是在管路的拐弯处以及大的集流腔等容易积存油液的地方 要打开管路进行检查 放出残存的油液 并用干净的油液再冲洗 直到看不到杂质为止。
近几周的价格表现来看,就是价格有所回落后随即快速反弹,酸洗钝化无缝钢管因为后期有供给收缩的预期在,出现相对低价后,买盘就来了。但由于近期的供需状况并不好,甚至是有供给压力逐渐增大的趋势,反弹过后的价格又面临一定的抛压,敢于追高的人非常少,价格缺乏持续上涨的动力。周五期货价格暴涨,现货价格跟涨乏力,很可能在周五夜盘、周一期货价格出现冲高回落的行情,市场热情再度消退。酸洗钝化无缝钢管加工对于从事无缝钢管销售的企业而言,总体投入成本低,利润大,但是2018年环保严查,大大小小的酸洗钝化磷化厂停工整顿,使其发展受限。酸洗钝化无缝管行情走势如何,预测现在酸洗钝化无缝管钢市供需基本面,其实并不理想,货基本不缺,钢产量还是增长,钢材库存也在增长,部分下游用钢企业由于治理“小散乱污”而暂时停产甚至彻底关停,总体的市场高价格是靠良好的预期支撑着。
