


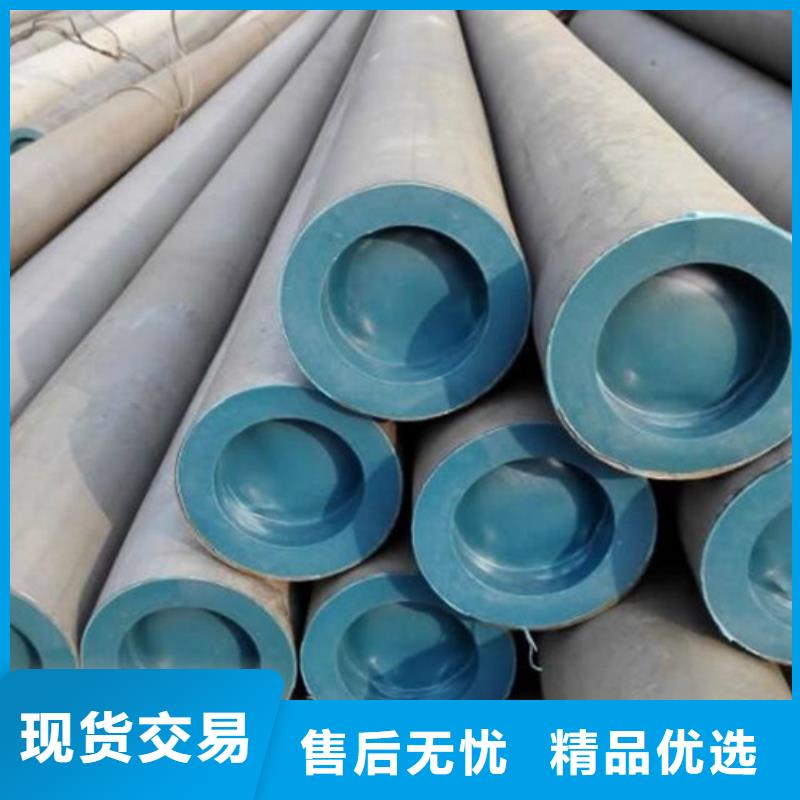






酸洗钝化无缝钢管脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。(2)水冲。压力为0.8MPa的洁净水冲干净。(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。(4)水冲。用压力为0.8MPa的洁净水冲干净。(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。(8)水冲。用压力为0.8MPa的净化水冲净为止。(9)快速干燥。用蒸汽、过热蒸汽或热风吹干(10)封管口。用塑料管堵或多层塑料布捆扎牢固。如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间
酸洗钝化无缝钢管废水的处理工艺钢结构在大气腐蚀环境中的应用是基于当前的些许技术闪光点,尤其是在钢结构的处理方面。为了充分发挥钢结构的三百六十度特性,酸洗废水的处理应以酸洗废水技术的综合应用为基础。通过某些腐蚀性物质和腐蚀性气体,从技术上进而促进对酸洗钝化无缝钢管污水解决措施的无死角管理。钢管在酸洗钝化流程中会引起大宗的酸雾,不止会损害工人的,还可能会腐蚀工厂和设备。与此同时,磷化无缝钢管大量酸雾挥发,造成酸损失,增长酸洗成本。伊斯特本环保公司应用电渗析,离子交换膜。
酸洗钝化钢管后的废水处理工艺具体有中和法,硫酸铁法,大口径酸洗钝化钢管钝化的正确处理方式有机溶液萃取法,透析法,离子交换法等。在蒸汽喷射真空结晶方法中,废酸溶液通过具备着高雾化动力等级的喷嘴喷射到燃烧火焰上,磷化无缝钢管使得水蒸发,酸洗钝化无缝管效果的质量检验方法除此另外一般可以获得大约35%的硫酸和部分一水硫酸亚铁。其工作规则采取的主要措施以下:(1)酸洗池内外及地面均采用聚丙烯板内衬,接缝严密,杜越废水漏入地下水体。(2)在酸洗池旁设置废水收集沟,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司收集运行中产生了的废水和电镀溶液,滴加和泄漏,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司所有废水和电镀溶液排放到废水池的集中处。
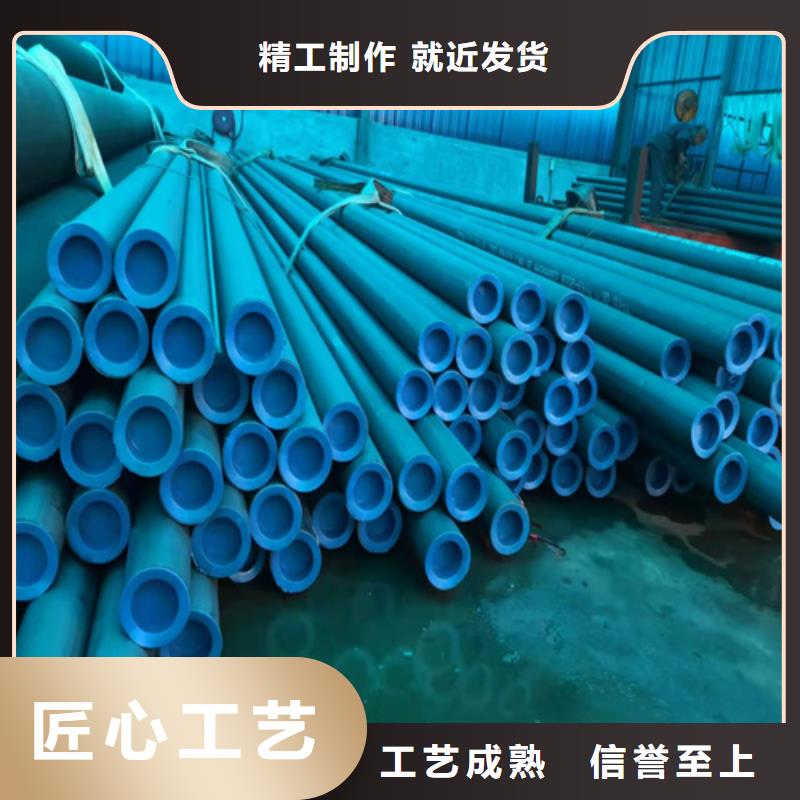
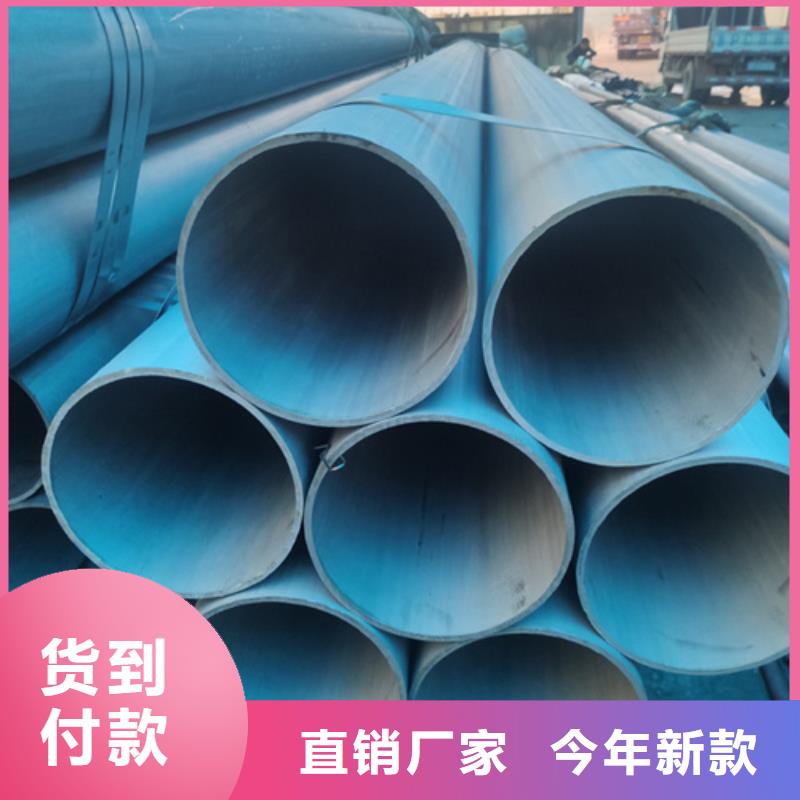
酸洗钝化无缝钢管碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。酸洗磷化,钝化的原理 酸洗钝化无缝钢管无缝钢管酸洗返锈工艺流程 酸洗钝化无缝钢管后如何处理酸水? 酸洗钝化无缝管适用于各种形状的钢铁件的除油 酸洗钝化无缝管适用于各种形状的钢铁件的除油 酸洗钝化钢管的酸洗磷化,钝化的知识 酸洗钝化无缝管适用于各种形状的钢铁件的除油
