
想要深入了解PE燃气管,热熔焊接PE管厂家直销规格多样产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:PE燃气管,热熔焊接PE管厂家直销规格多样的图文介绍
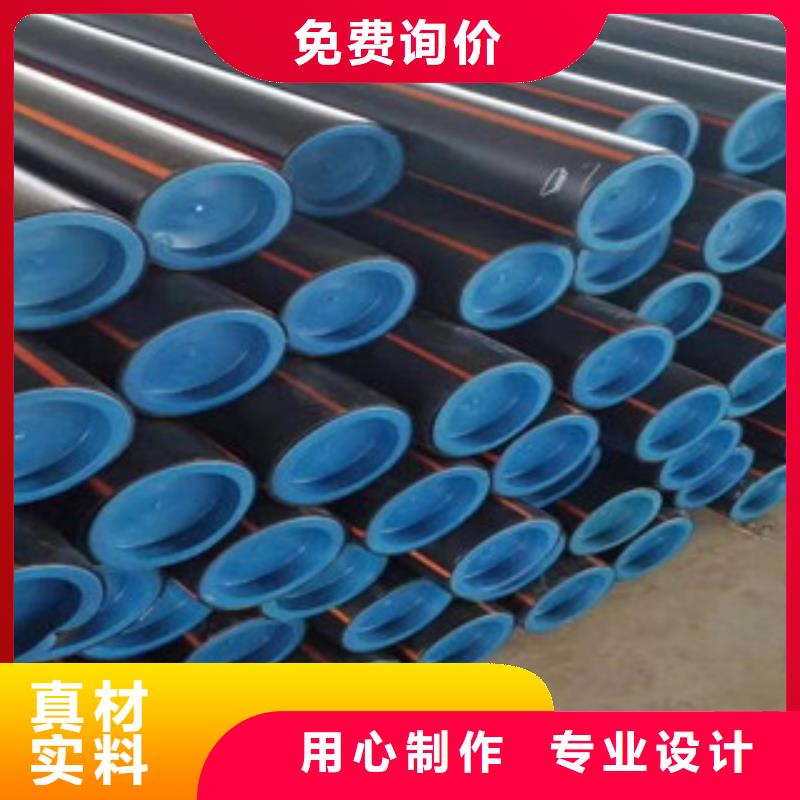
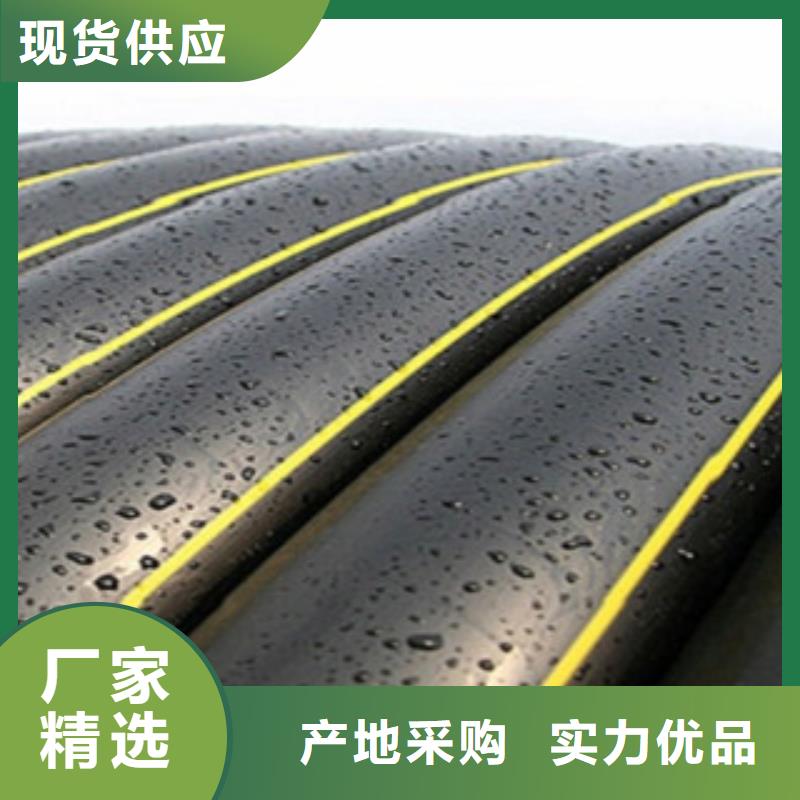
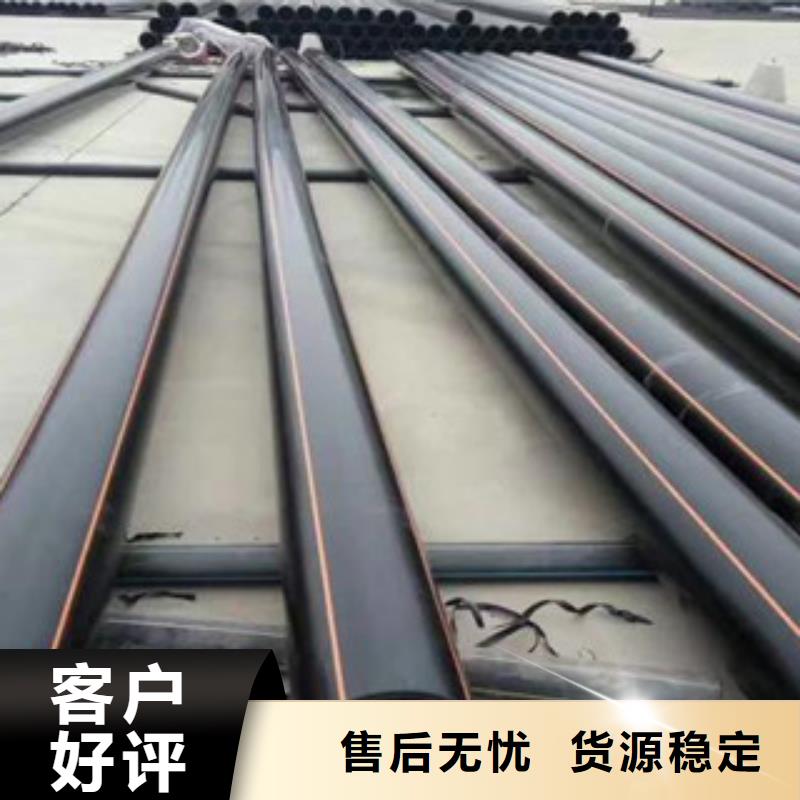
产品细节图

随着我国燃气管道的不断发展,我国管道产品标准已不能满足国内市场、实施监督和国际贸易的要求,需要进行修订。同时,近年主要发达 和地区完成了相关法规、标准的新一轮的制修订,如欧盟2010年开始实施新的燃气管道标准,国际标准分别于2007年,2014年出版燃气管标准,以满足国际要求;美国于2011年对ASTMD2513进行了修订,日本也对JISK6775进行了修订,英国燃气管件标准BS7336,德国规范PSA1075。燃气聚乙烯管道标准修订的背景随着我国燃气管道的不断发展,我国管道产品标准已不能满足国内市场、实施监督和国际贸易的要求,需要进行修订。同时,近年主要发达 和地区完成了相关法规、标准的新一轮的制修订。
如欧盟2010年开始实施新的燃气管道标准,国际标准分别于2007年,2014年出版燃气管标准,以满足国际要求;美国于2011年对ASTMD2513进行了修订,日本也对JISK6775进行了修订,英国燃气管件标准BS7336,德国规范PSA1075。我国相关规范和标准也需进行相关修订。2009年, 标准化管理会下发了国标委综合[2009]59号“关于下达2009年 批 标准制修订计划的通知”中附件《2009年制修订 标准计划项目汇总表》 标准修订工作任务,项目编号为第20090900-Q-607项。项目名称为燃气用埋地聚乙稀(PE)管道系统第1部分:管材。项目由中国轻工业联合会提出。标准技术归口单位为全国塑料制品标准化技术会(SAC/T8)。
自2011年始,亚大集团牵头,并成立了标准修订工作组,与国内上下业进行了充分的交流,根据我国燃气管道发展中存在的问题和收集到的意见,对 标准、发达 法规和标准进行了翻译和整理,对标准体系进行了调研,同时工作组与有关科研、生产单位和用户进行了广泛的接触,认真听取了他们的意见和建议。工作组还就标准中的有关技术问题咨询国内外专家,经多次会议讨论,在充分研讨的基础上,完成了新版GB15558.1《燃气用埋地聚乙烯管道系统第1部分:管材》的修订工作,现已提交国标委审查并通过,预计2015年发布。新版标准的修订、发布和实施,将进一步规范我国燃气管道生产、加工,保障燃气管道的质量,为促进我国燃气管道的持续发展起到积极的作用在此次修订过中。
如欧盟2010年开始实施新的燃气管道标准,国际标准分别于2007年,2014年出版燃气管标准,以满足国际要求;美国于2011年对ASTMD2513进行了修订,日本也对JISK6775进行了修订,英国燃气管件标准BS7336,德国规范PSA1075。我国相关规范和标准也需进行相关修订。2009年, 标准化管理会下发了国标委综合[2009]59号“关于下达2009年 批 标准制修订计划的通知”中附件《2009年制修订 标准计划项目汇总表》 标准修订工作任务,项目编号为第20090900-Q-607项。项目名称为燃气用埋地聚乙稀(PE)管道系统第1部分:管材。项目由中国轻工业联合会提出。标准技术归口单位为全国塑料制品标准化技术会(SAC/T8)。
自2011年始,亚大集团牵头,并成立了标准修订工作组,与国内上下业进行了充分的交流,根据我国燃气管道发展中存在的问题和收集到的意见,对 标准、发达 法规和标准进行了翻译和整理,对标准体系进行了调研,同时工作组与有关科研、生产单位和用户进行了广泛的接触,认真听取了他们的意见和建议。工作组还就标准中的有关技术问题咨询国内外专家,经多次会议讨论,在充分研讨的基础上,完成了新版GB15558.1《燃气用埋地聚乙烯管道系统第1部分:管材》的修订工作,现已提交国标委审查并通过,预计2015年发布。新版标准的修订、发布和实施,将进一步规范我国燃气管道生产、加工,保障燃气管道的质量,为促进我国燃气管道的持续发展起到积极的作用在此次修订过中。


HDPE燃气管热熔连接施工步骤分为以下几个方面。将HDPE燃气管的管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。两焊HDPE燃气管的管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。切削所焊HDPE燃气管的管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光。



公司实力

润星电力管材有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 江苏无锡电力管产品。生产的各种系列 江苏无锡电力管产品通过有关检测机构的检测。
公司由一批在 江苏无锡电力管行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。


