





3、用户使用时只需安装好工件,输入需切削的长度和数量,并在手动控制模式下,切削下 刀(对刀),然后将模式转换为自动模式,设备即可按照预定的程序自动进行切削,送料-夹紧工件-锯切-锯切完毕退刀-再送料-再夹紧工件,如此周而复始直至将工件切削至预设的数量。
4、采用液压夹钳结构,工件可自锯床后方进入锯切位置,进行锯切。
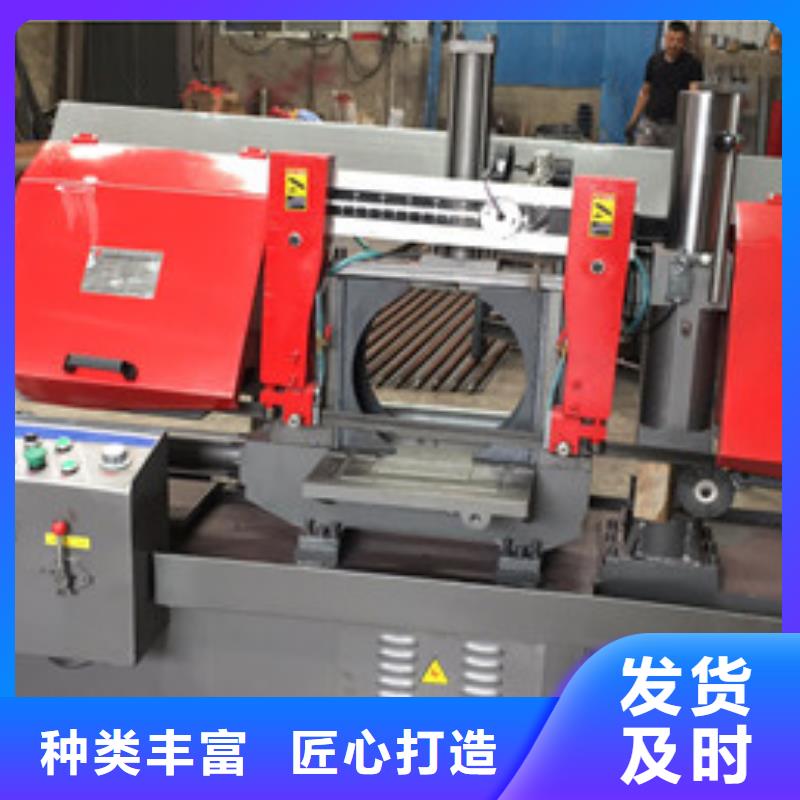
5、采用液压驱动活动台架(移动基座),采用导向杆导向,表面均涂硬铬,防磨损,精度高,增加机床使用寿命,可快速正确的前后移动工件,完成锯切定位工作。移动机架托料,定位更加精准。
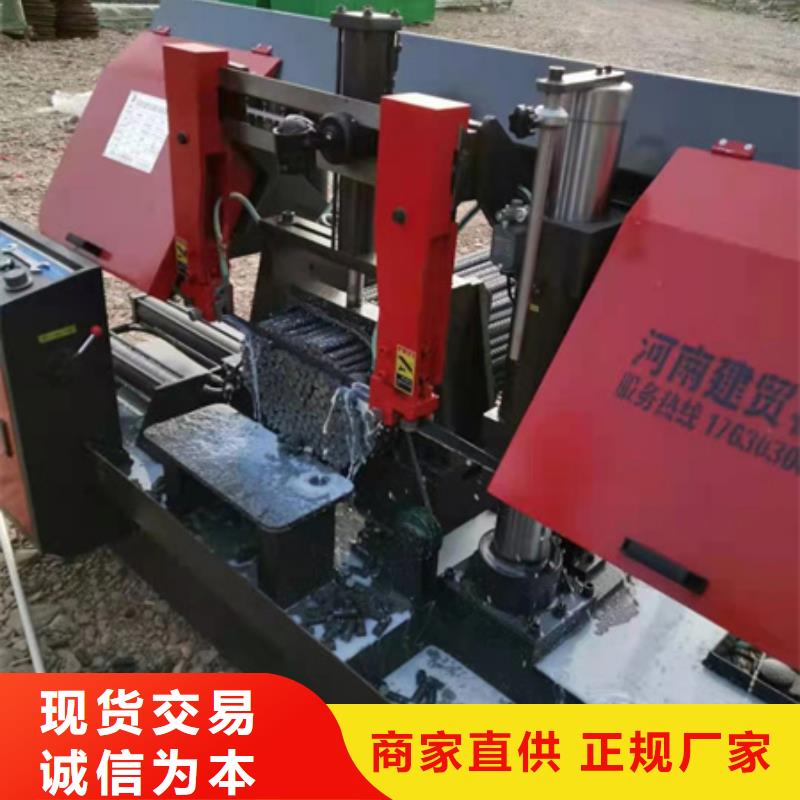
6、独特的倍流阀油压系统,锯切下降速度由调速阀调整,此精密系统可防止锯带不正常损坏,并达到更好的锯切效果。
7、单液压缸设计,配合大直径立柱与超长的滑套(内附自润轴承),组成稳固的锯切结构。
8、装置:
A、闷车和断带自动停机装置;
B、空载噪音小于70分贝。
锯床主要特点
采用进口PLC7寸大屏人机界面系统控制,动作可靠,运行稳定精度高。
装有锯条卡带断带自动停机保护装置。
内置常规故障提醒系统,方便维修。


中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品的工作台,左侧的装置为丝杆传过液压加紧油缸内孔,转动手轮或按住按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成形焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮于锯梁上面的轮固接,二者同步,左侧为锯条的回转运动,由主电机皮带轮涡轮付经两级变速将驱动传递到轮,再由轮锯条驱动被动轮来实现的,锯条运转速度共三挡。性能特点本机采用台湾技术,双立柱结构,保证导向精度,锯削稳定可靠。



您好,感谢您在万千 云南文山钢筋滚丝机中您找到了我们,关于 云南文山钢筋滚丝机的任何问题,您都可以通过页面的联系方式找到我们,我们会给您细致的回答。


安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜。检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的力就可以了。
锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。

