

龙丽金属材料有限公司严格执行质量管理体系标准。 公司研发设计生产出的 云南文山精拔管产品,品质,品味,满足不同消费群体的个性需求,在内地许多城市设立多个分公司和办事处, 云南文山精拔管产品畅销全国各大城市,欧美等全球地区。
龙丽金属材料有限公司全体员工将一如既往,锐意进取,以优良品质,以朴质诚信的心胸与各界朋友真诚合作,互利共赢。



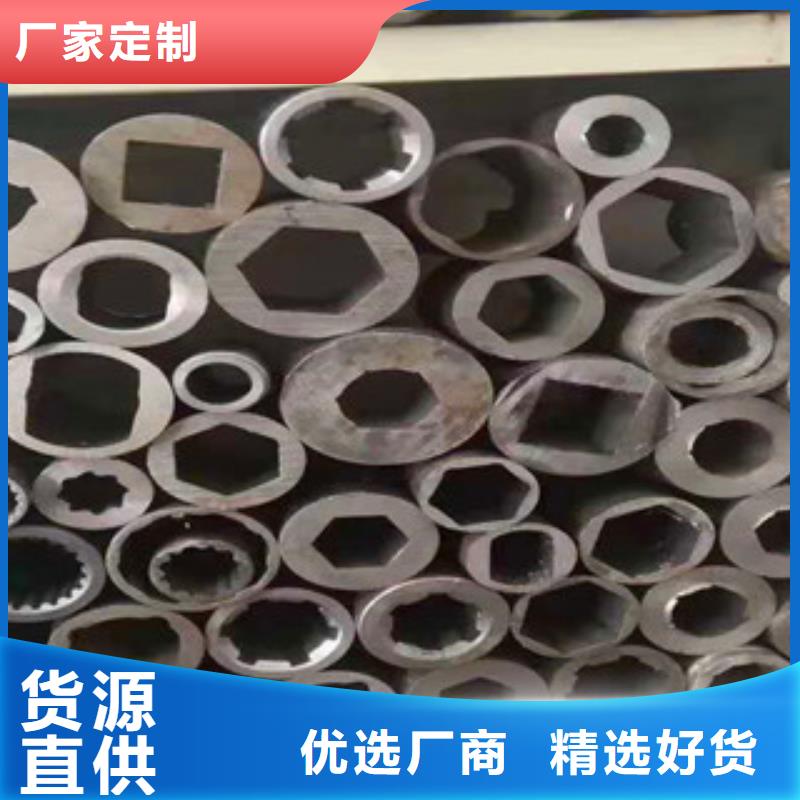
精密钢管生产方式:
(10)流体动力润滑拔管。图9为流体动力润滑拔管的示意图。拔管时在拔管模前安装一个压力管,压力管具有一定的长度lH,其内壁与管料外表面之间只存在较小的间隙。拔制过程中,润滑剂由向前移动的管材携带通过压力管到达变形区前。由于压力管内壁与管材表面之间的间隙较小,而拔制后随管材一起离开变形区的润滑剂又比较少,因此,润滑剂在通过压力管时受到强力的挤压,润滑膜的压力P逐渐升高,这就是流体动压的效应,它是建立流体动力润滑拔制的物理基础。若在变形区前润滑膜的压力达到足以使管材表面和模壁分开,使两者之间完全充满润滑剂,形成液体摩擦,这样可大大改善润滑条件,达到降低拔制力提高道次变形量以及减少模具消耗的目的。实现流体动力润滑拔管的基本条件是:有一个具有一定长度的压力管,拔制速度较高,使用粘度较高的润滑剂。流体动力润滑主要用于无芯棒拔管。



精密钢管使用情况介绍:
精密钢管用作建造新的建筑物和用来修复历史名胜古迹的结构材料已有70多年了。早期的设计是按照基本原则进行计算的。今天,设计规范,例如,美国土木工程师学会的标准ANSI/ASCE-8-90"冷成型精密钢管结构件设计规范"和NiDI与Euro Inox联合出版的"结构精密钢管设计手册"已简化了使用寿命长,完整性好的建筑用结构件的设计。
未来展望
由于精密钢管已具备建筑材料所要求的许多理想性能,它在金属中可以说是 的,而其发展仍在继续。为使精密钢管在传统的应用中性能更好,一直在改进现有的类型,而且,为了满足高级建筑应用的严格要求,正在开发新的精密钢管。由于生产效率不断提高,质量不断改进,精密钢管已成为建筑师们选择的 有成本效益的材料之一。
精密钢管集性能、外观和使用特性于一身,所以精密钢管仍将是世界上 的建筑材料之一。



精密钢管的生产工艺流程
1.无缝管工艺流程
卫生级镜面管工艺流程:
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装
工业管工艺流程
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验
2.焊管工艺流程
开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→终检查→包装



无缝精密钢管的弯曲半径
例如:弯曲半径为=1.25*D=27.5
32*2的小弯曲半径?
管子的弯曲半径是指管子的轴线处。
计算胎具的小处半径:
胎具小处半径= 弯曲半径 - 管子半径 =16.5