


一分钟的时间,对于了解我们的钢筋笼绕筋机钢筋笼滚焊机源头工厂量大优惠产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:钢筋笼绕筋机钢筋笼滚焊机源头工厂量大优惠的图文介绍
打桩时,要掌握好油门,不能油门过大或突然加大,防止桩锤跳跃过高,击坏顶部横梁或桩帽。 17、在软土层启动桩锤时,应先关油门冷打,待每次的击打贯入小于100mm时,再启动油门和桩锤,不得在桩自沉或贯入度较大时给油启动。 18、上活塞起跳高度不得超过2.5m(可参照制造厂的降落距离表),达到规定高度时,应减少油门,控制落距800~1000mm。 19、作业中,严禁在无水或缺水情况下作业。 20、当上活塞下落而汽缸没有燃爆时,由于汽缸内的压缩空气作用,上活塞有10~20s的上下起伏,此时起落架下得落下撞击碰块。 21、桩机移动时必须先将汽锤落下,左右缆风绳应有专人操作同步收放,禁止行人跨越滑车组。严禁将桩锤吊在顶部时移动桩机或检修桩架。 22、桩机转向时,应支方木在桩机底盘,四支点不得有任何一点悬空。步履式桩机横移油缸的行程不得超过100mm钢筋笼绕筋机



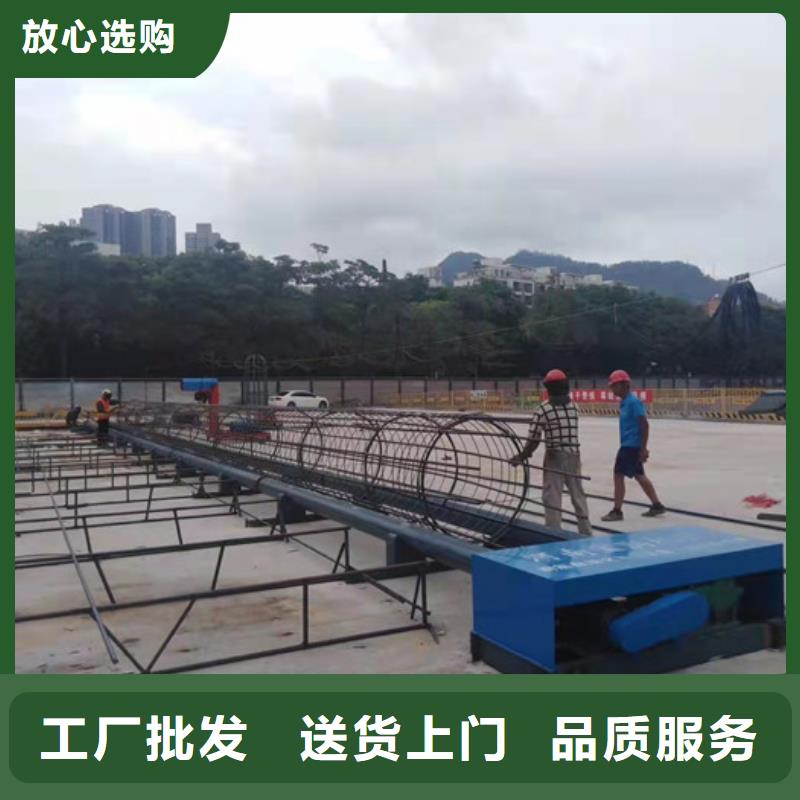
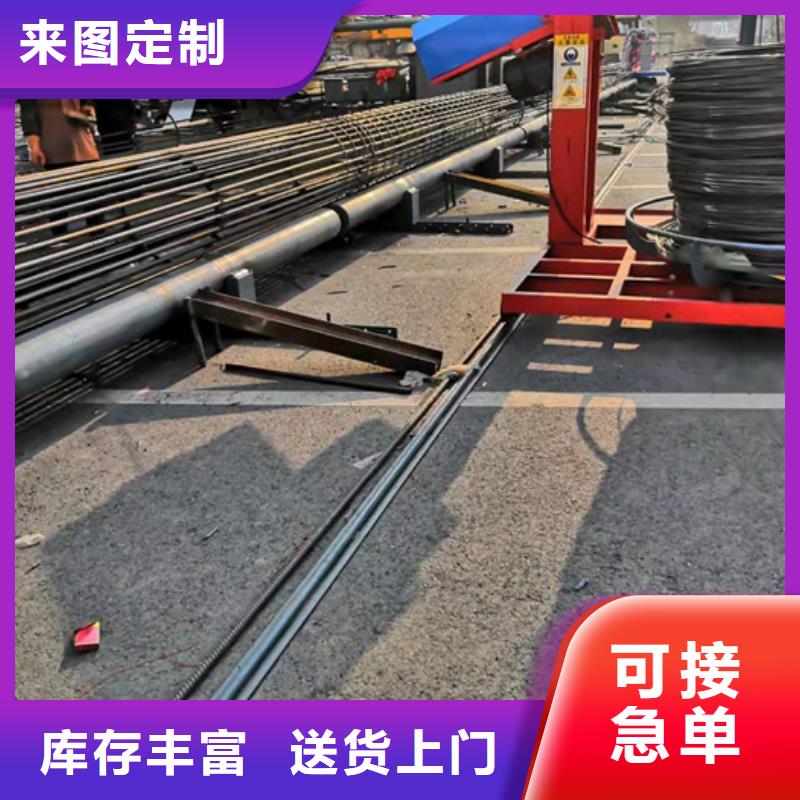
当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。然后,由下而上地逐个解去绑扎钢管的绑扎点及钢筋十字支撑。当骨架下降到第三吊点附近的加强箍接近孔口,可用型钢等穿过加强箍筋的下方,将骨架支承于枕木之上。再起吊第二节骨架,使上下两节骨架位于同直线上进行焊接,焊接时要保证上下主筋顺直,焊接长度单面焊为10d、双面焊5d。焊缝要饱满、无烧伤主筋、无焊渣残留。每一处接头焊接完成,需要自检并且上报监理工程师,合格后方可进行下一道工序。全部接头焊好后就可以下沉入孔,直至所有骨架安装完毕。并在孔口牢固定位,以免在灌注混凝土过程中发生浮笼现象。 吊筋:由测定的孔口标高来计算吊筋的长度,并反复核对无误后再焊接定位筋。吊筋采用Φ10的钢筋制作,采用四点支撑。利用护桩在钢筋笼上拉出十字线,找出钢筋笼中心,并使其与桩位中心重合。然后在定位钢筋骨架顶端的顶吊圈下面插入两根平行的型钢,并将整个定位骨架支托于枕木上。?为了节省钢筋笼焊接时间,现场需保持不少于二台电焊机,分工流水作业。电机电流要适中,不宜过大过小,防止焊接时烧伤钢筋。钢筋笼绕筋机



建贸数控钢筋笼滚焊机厂家有限公司始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 山东潍坊小导管尖头机产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 山东潍坊小导管尖头机产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 山东潍坊小导管尖头机产品质量水平逐步提高,一年一个新台阶。



,建筑物所要求的地基承载力也越来越高,因而在桩基的设计上也越来越深;如何在深桩基施工时保证钢筋笼的成型质量就显得越来越重要.而钢筋笼成型机在钢筋笼的制作上代替了传统的人工制作方式,很好的解决了人工制作钢筋笼时存在的钢筋间距不均匀,尺寸偏差大,钢筋缠绕不紧易松垮等问题,在钢筋笼主筋的间距,垂直度,焊接质量等方面都有了明显的改进,同时提高了生产效率,节约了施工工期,更创造了较好的经济效益和社会效益.钢筋笼绕筋机


