


联系我们

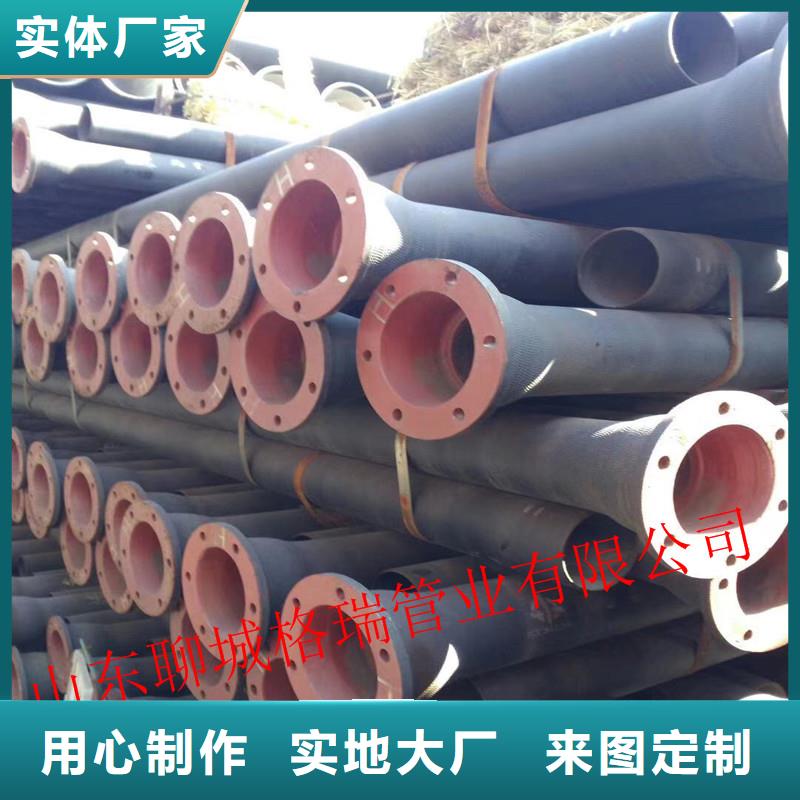
舞钢市GB/T26081球墨管
更新时间:2025-02-24 06:31:52 浏览次数:40 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |







安装程序为:清理承口插口→清理胶圈→上胶圈→下管(排管)→在插口外表和胶圈上刷润滑剂→顶推管子使之插入承口→检查。安装要点:清理管口:将承口内的所有杂物擦洗干净。、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。球墨铸铁管的安装要求1、施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的均不能使用。2、管道安装一般采用滑入式“T”型接口,只要将插口插入承口就位即可。施工实践证明,这种接口具有可靠的密封性、良好的抗震性和耐腐蚀性;操作简单、安装技术易掌握;改善劳动条件。是一种比较好的接口形式。
球墨铸铁管道的安装非常简单,效率很高,但是管线的试压是非常麻烦的,需要考虑的因素有很多,例如管道轴向力的计算、承重墩的设计,基础的设计,格瑞球墨铸铁管执行标准,球墨铸铁管检查的几点建议:模具管理,模具应很好的维修与保养,不能够带有明显地缺陷,以免影响管件的表面质量。生产能力,应该有一个足够大的仓库来存储常规使用的管件,采购方的考察记录中应当重视这一问题。是否有能力及时的供货是非常重要的。材料使用应该是稳定和清洁的。一些球墨管厂家过多地使用再循环原料来降低成本,必然会导致质量问题。格瑞球墨铸铁管道试压工艺施工过程中,以及其他保证措施,如果操作不当,极可能出现质量事故。大力实施火电改造。
山东聊城格瑞球墨铸铁管在实验压力下10分钟降压不大于0.05 Mpa时则实验合格.在偏转角度较大的管线处,可使用T型承套。与管接口相比,承套允许双倍的偏移角度,并且可将切下的直管拥有利用。使用K型承套可以连接断开的两段管线。
在此背景下,今年前7个月,全国钢铁去产能仅完成全年任务量的47%,大大低于预期。各个省份进度也不一,浙江等4省份率先完成全年任务;河北、球墨铸铁管实验方法。辽宁等8个省份进度在10%-35%之间;10多个省份化解钢铁过剩产能工作尚未实质性启动。其中,全国钢铁产量排名前三的河北、江苏、山东去产能的进度备受关注。李新创指出,“十三五”期间,三个省份合计计划压减粗钢产能8181万吨,占全国压减任务(以1.5亿吨计)的54.5%。因此,这三个省份产能压减进度及完成情况,直接关系到去产能目标任务能否完成。
球墨铸铁管厂家主要生产各种规格球墨铸铁管,球墨铸铁管件。我们是球墨铸铁管厂家。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。
这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:改进离心设备,有效防止裂纹应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。