
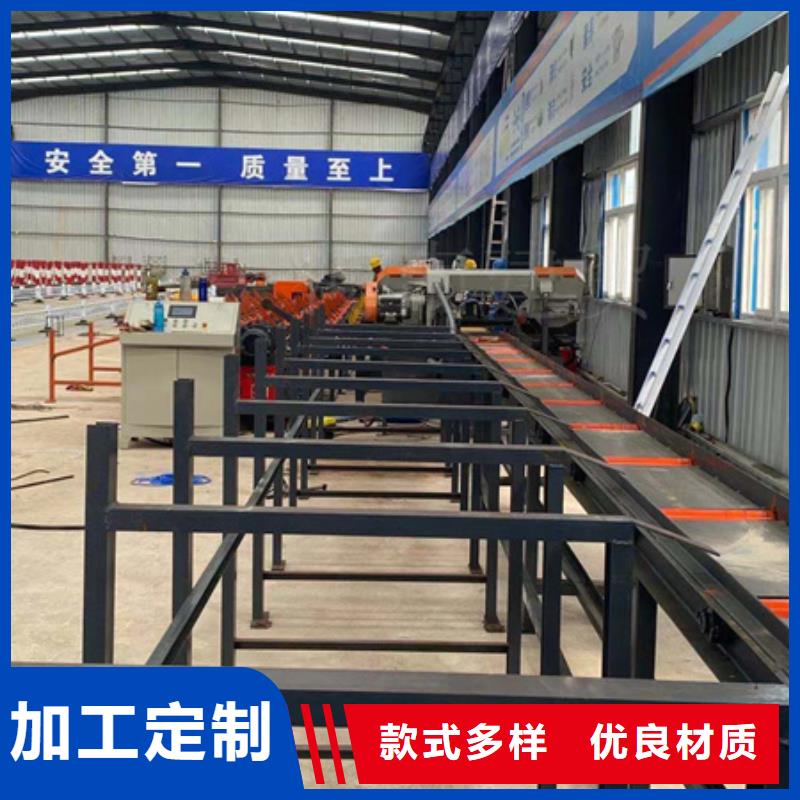




二、角度带锯床性能描述
1、采用双立柱结构,锯切下降平稳,精度高、性能稳定。
2、角度旋转准确便捷。
3、操作维修简单方便。
4、锯带导向座结构合理,保证导向精度,延长锯带寿命。
卧式锯床。带锯床主要用于锯割合金结构钢、中碳钢、低合金钢、耐热摸钢SKT、高合金刚、特殊合金钢和不锈钢、轴承钢、耐酸钢、调直钢等各种金属材料。
主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹紧;张紧装置;送料架;液压传动系统;电气控制系统;润滑及冷却系统。
数控锯床主要用于锯割碳素结构钢、低合金钢、高合金刚、特殊合金钢和不锈钢、耐酸钢等各种金属材料。设备主传动采用蜗轮箱变速进给采用液压传动工件夹紧采用手动和液压混合式夹紧具有结构紧凑操作维修方便等特点。
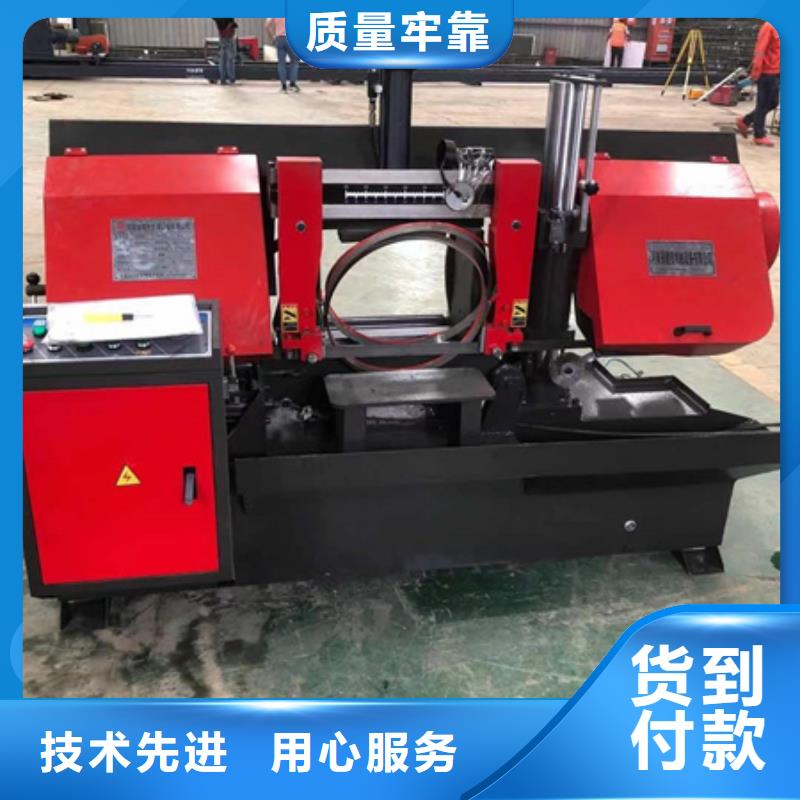
金属带锯床型号 GB4220金属带锯床参数
切削范围(mm) 200-200×200
锯带规格(mm) 2650×27×0.9
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 1.5
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸(mm) 1300×800×1100
产品质保期,按照 相关规定和合同双方要求的质保期执行。质保期为十二个月。在遇有问题接到用户通知后及时维修处理。质保期内免费维修,质保期满后以同样的速度做出反应并及时维修处理,只收成本费。对于用户有对产品的安装、调试、培训有需要的提前说明,我们数控机床提供现场技术支持。产品如需改装,升级的我们会配合协助用户的工作。

4、我公司生产的各类铣床质量保证期限为1年,确属用户使用不当造成机床零部件损坏时,在保修期内只收取零件成本费用。
5、在保修期内,如发生设备故障问题,在接到用户通知后2小时内作出响应,24小时内到达现场进行服务。
6、保修期满后,我公司以优惠价收取更换故障零件的费用,并提供零部件的备件。
7、设备终身维修是机械锯切设备专业生产厂家,具有多年生产带锯床的经验,拥有自主的开发、设计和制造能力,我公司生产的数控带锯床:
1、按钮界面:机械操作极为简单且效率高。
2、工作称料台:锯床采用高密度球墨铸铁,夹持物料更加稳固且不易损坏。
3、锯齿:材质强度高,通用性强,在锯切时比较耐磨,寿命比较长。
4、进口电机:采用合资定制电机、性能稳定,寿命更长。
技术先进,性能稳定,畅销无阻,公司致力于企业发展,技术进步,引进台湾先进锯床制造技术,为用户提供更满意的服务

我厂专业技术人才云集,生产加工工艺标准,品控体系严格完善,产品采用GB\\T19001-ISO9002国际标准产品品种多门类齐全涉及的领域宽适用面广并能根据客户要求设计特殊规格的机床市场覆盖全国各地部分产品远销国外打入国际市场常年以来深受用户的赞誉. "以至量为基础以市场为向导可客户为中心以服务为宗旨""勇于攀登不断创新"是本厂一贯追求的经营.
服务理念。
我们始终坚持“用户即上帝”的原则,先进的营销管理体系,建立了更加完善的销售服务网络。无论何时、何地都会为您提供周到、贴心的服务。服务≠售后≠维修
服务在捷甬达,不是简单的维修,它既是产品销售的 一个环节,又是产品研发的 个环节,它贯穿于产品开发、设计、制造及售前、售中、售后整个企业经营活动的全过程;
服务就是发现用户需求并快速满足的过程;
服务就是要创造用户感动,实现增值。

安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜。检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的力就可以了。
锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。
建贸机械设备有限公司切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件
数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
