
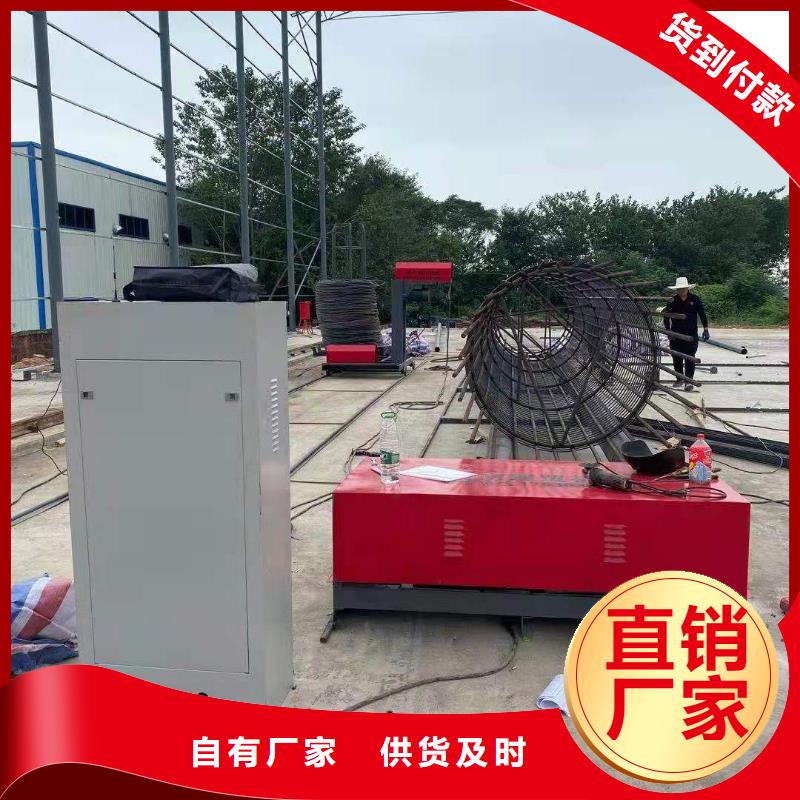
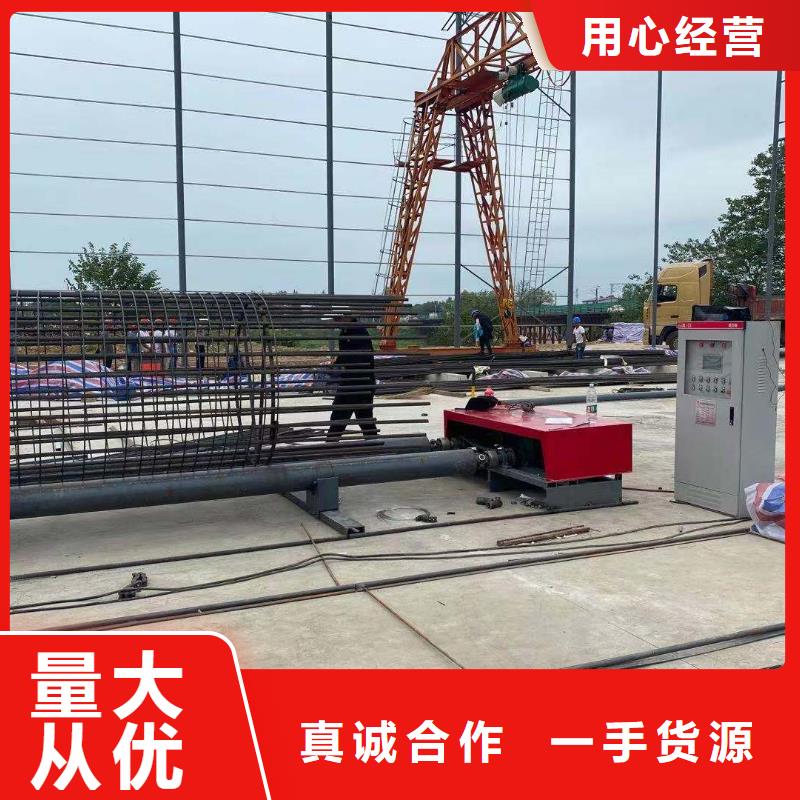
绕筋机数控滚焊机且较老产品优化了多个重要结构,使其更加合理且成本大幅降低,设备更有市场竞争力。大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,设备运行惯量大大降低;钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;钢筋笼直径由相同直径的模板精准控制,一个工程通常需要 2-7 种模板;主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约需 1 小时;1、自动送料系统,可设定距离在线,误差小,钢筋笼高质量。2、能准确自动焊接,降低劳动强度。3、采用变频控制系统对保持架保持架,具有高精度的运动。4、用自动笼架,避免笼型曲线。5、高速送料装置,效率高。6、可改变笼直径和主筋量。
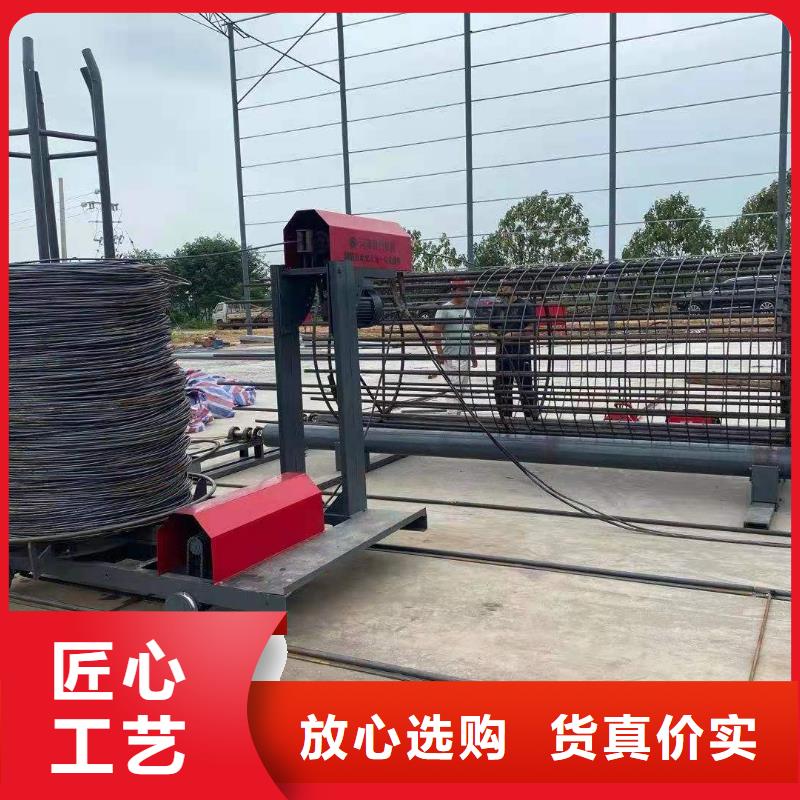
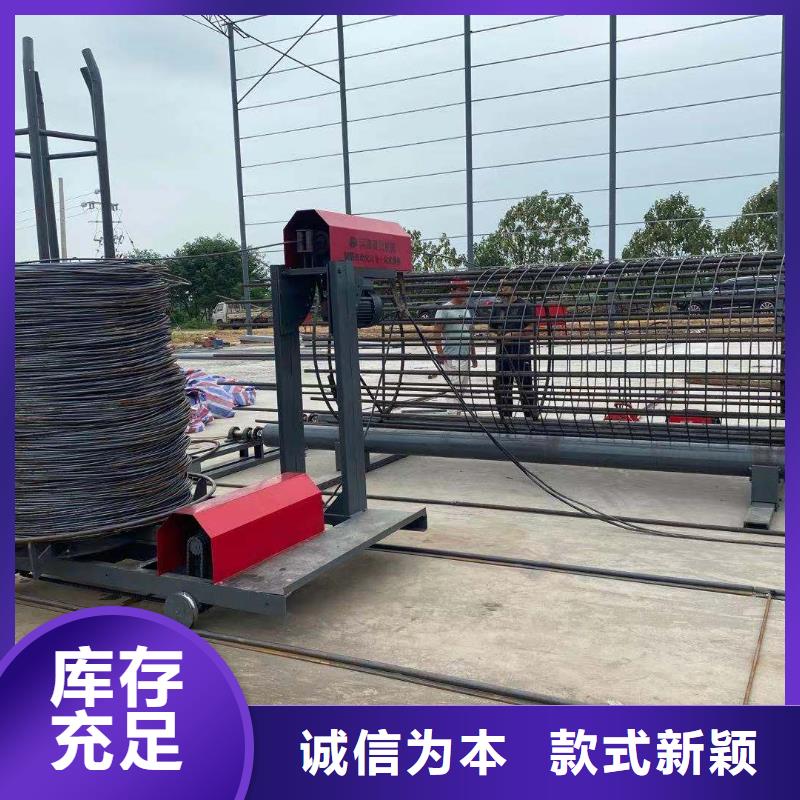
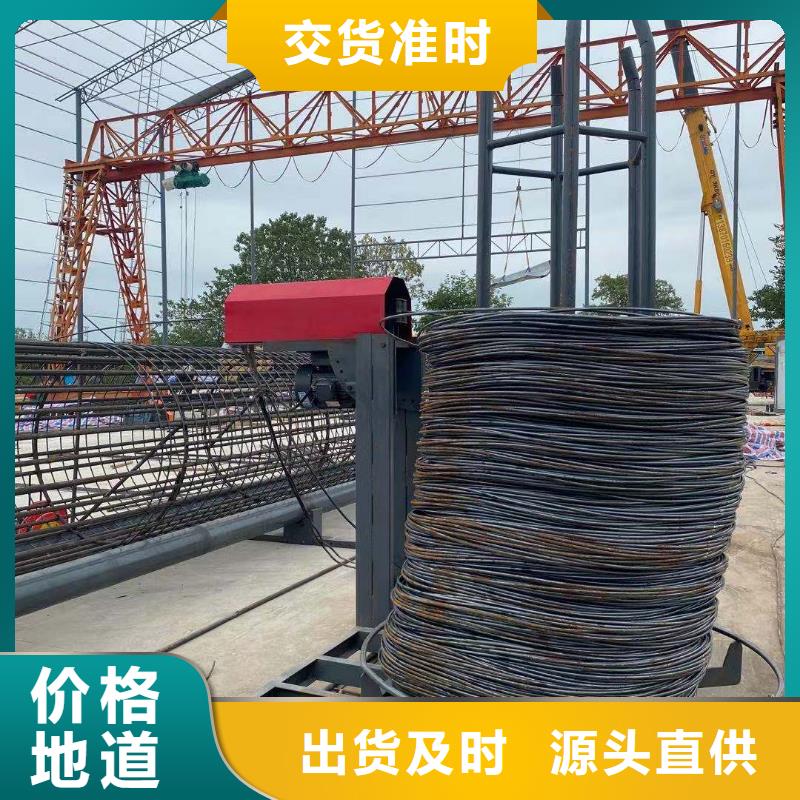
数控钢筋笼绕筋机工作原理:钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组铁辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。建贸钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。
 建贸机械设备有限公司
建贸机械设备有限公司
 买遂宁钢筋笼绕丝机
必看-售后保证
买遂宁钢筋笼绕丝机
必看-售后保证
 jmc1
绕筋机优势特点:1、设备自动化程度高,加工成型速度快。与普通人工成型相比,是人工制作的3~4倍2、加工可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,精度高;由于采用机械的,盘筋与主筋缠绕紧密;先成型后加内箍筋,钢筋笼直径一致,可确保钢筋笼同心度。产品完全达到监理对机械化加工的钢筋笼基本规范要求。3、加工成本大,完成同样任务量时,机械制作可节省人力3/4。4、工人疲劳强度大,由于机械化作业,工人起辅助作用,施工形象大大5、箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本,由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
jmc1
绕筋机优势特点:1、设备自动化程度高,加工成型速度快。与普通人工成型相比,是人工制作的3~4倍2、加工可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,精度高;由于采用机械的,盘筋与主筋缠绕紧密;先成型后加内箍筋,钢筋笼直径一致,可确保钢筋笼同心度。产品完全达到监理对机械化加工的钢筋笼基本规范要求。3、加工成本大,完成同样任务量时,机械制作可节省人力3/4。4、工人疲劳强度大,由于机械化作业,工人起辅助作用,施工形象大大5、箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本,由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
 钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
