


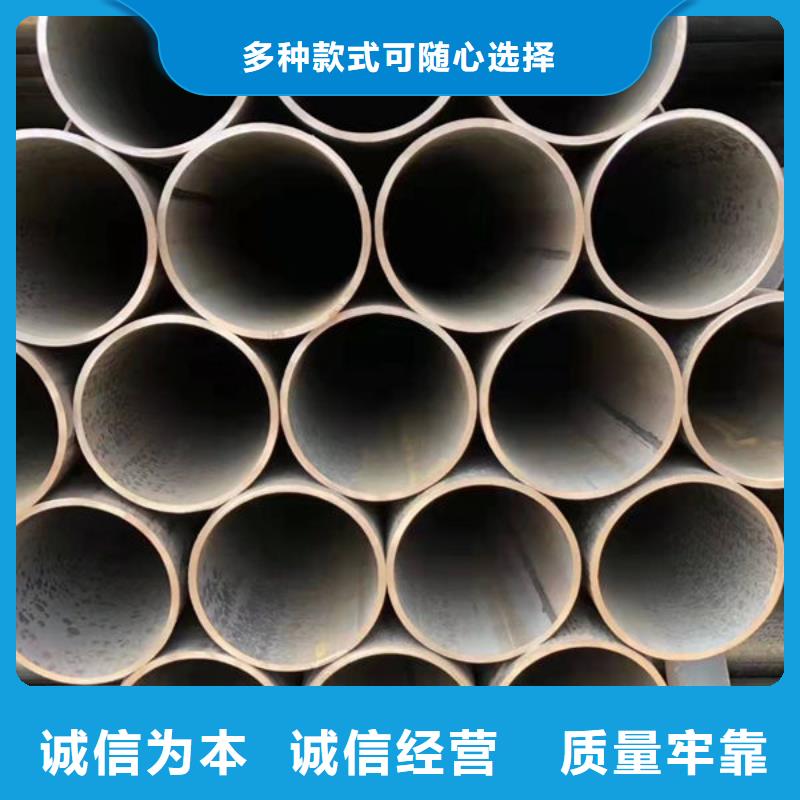







螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
普通碳素钢材相对于其他钢材来讲,在强度、刚度、成本和耐久性等方面都具有较好的性能,而且其熔点也较 高。普通碳素钢的提炼方法已经非常成熟,技术稳定,所 以在汽车、航空等多种领域得到了广泛的使用。但是由于 普通碳素钢的刚性较强,缺乏抗变形的能力,这就使得对 其进行加工的过程中难度比较大,不利于轧制成型。另一 方面,因为普通碳素钢在进行轧制的工艺时,容易受到温 度等方面的影响。对于数量较小、种类较多的线材,其加 工的难度就比较大,成本也相应的会得到大幅度的。因此,在现有的工艺当中,如何对普通碳素钢线材的工艺 进行和优化,以满足不同产品的需求,提高普通碳素 钢的加工水平是非常重要的,也是非常具有意义的,也拓 展了轧制机的发展。现有比较常用的机组的工 业进行分析,其轧制的钢件具有非常好的均匀压缩性。有 效的改善了高速线材的塑性特点,改良了其加工难度大的 缺点,这样对于普通碳素钢的轧制过程具有重要的意义。其轧制的钢材在精度和均匀程度上都有了较大的。通 过对普通碳素钢进行加工,能够有效的该产品的工 艺,从而生产性能优质的产品在高速线材。在轧制过程中, 主要受到初轧、精轧和吐丝温度的影响。
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。它有着近100年的历史,首先德国人于1885年发明二辊斜扎穿孔机,1981年又发明了周期扎管机;接着1903年瑞士人施蒂费尔发明自动扎管机(也称顶头式扎管机),开始形成近代螺旋钢管工业;20世纪30年代由于采用了三辊扎管机,挤压机,周期式冷扎管机,改善了钢管的品种质量;60年代由于连扎管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了螺旋钢管与焊管竞争的能力;70年代螺旋管与焊管钢材正并驾齐驱,世界螺旋钢管产量以每年5%以上的速度递增;中国1953年后重视发展螺旋钢管工业,已初步形成扎制各种大、中、小型管材的生产体系。
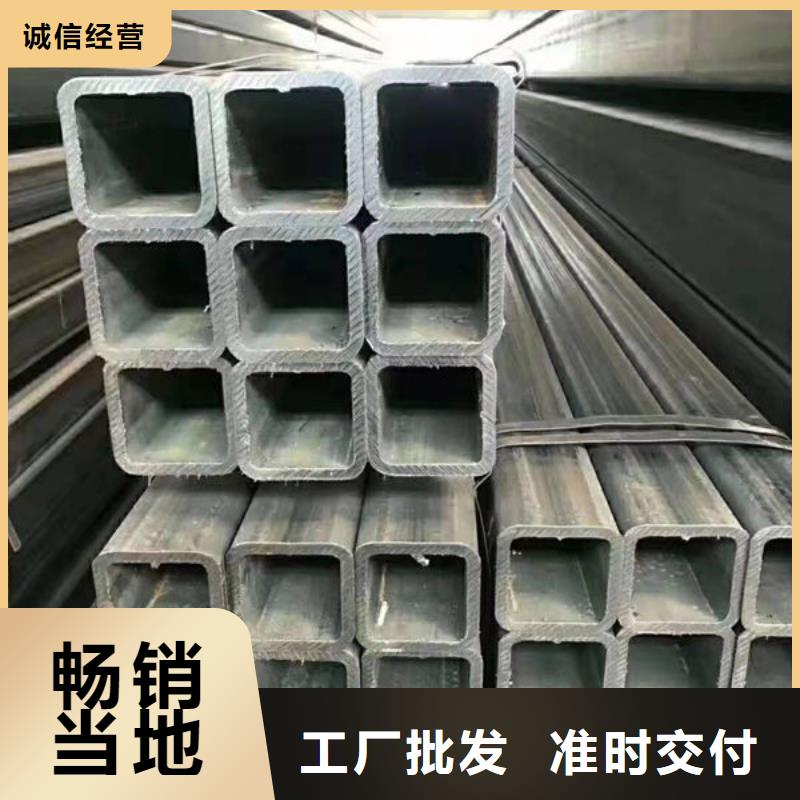
方管,横截面为方形的光管,工艺简单,由钢带经物理变形焊接而成。方管用途广泛,适用于工业、机械、汽车、船舶、建筑等各个领域。根据使用的不通,小口径薄壁方管一般用于屋顶吊顶、家具制造、需要弯曲的铁盘、护栏等。方管的材质需要柔软,弯曲后不会开裂。此时,方管材料的选择需要Q195-Q215方管。由于韧性和延伸率好,容易变形。直角方管而钢结构、机场建设、体育馆、游泳池、玻璃幕墙、重型机械等领域对方管的硬度要求很高。一般选用屈服强度高的Q235B、Q355B方管。镀锌方管钢材根据以上分析,不合理的方管材质具有不同的性质。材料的选择主要看用在什么地方,方管的材料根据用途来选择。其中一个重要的依据就是根据软硬程度来选择需要什么样的方管。
