




<山西>神悦钢材有限公司38725
山西热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
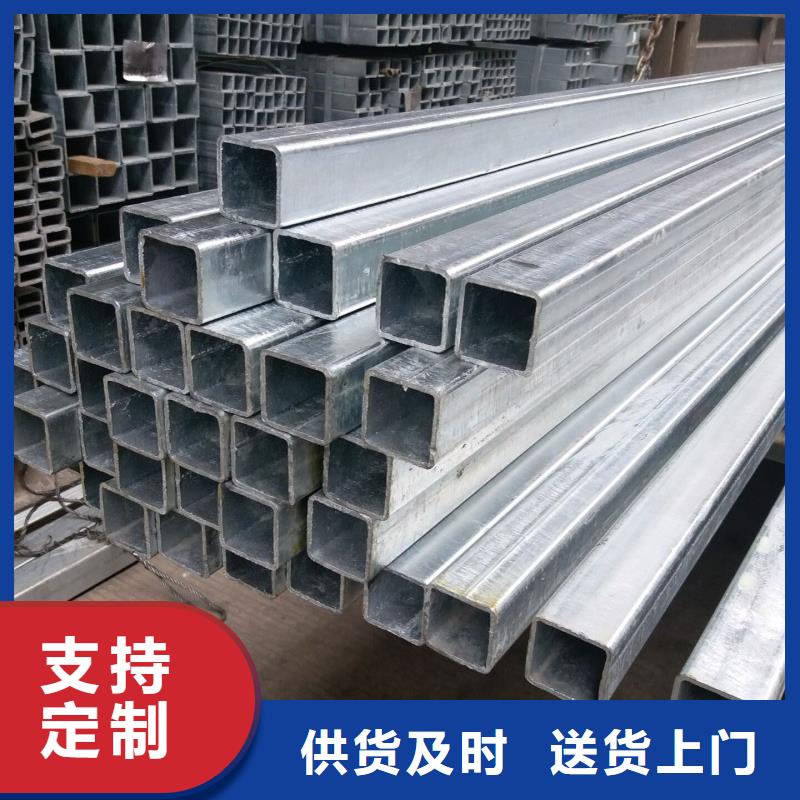
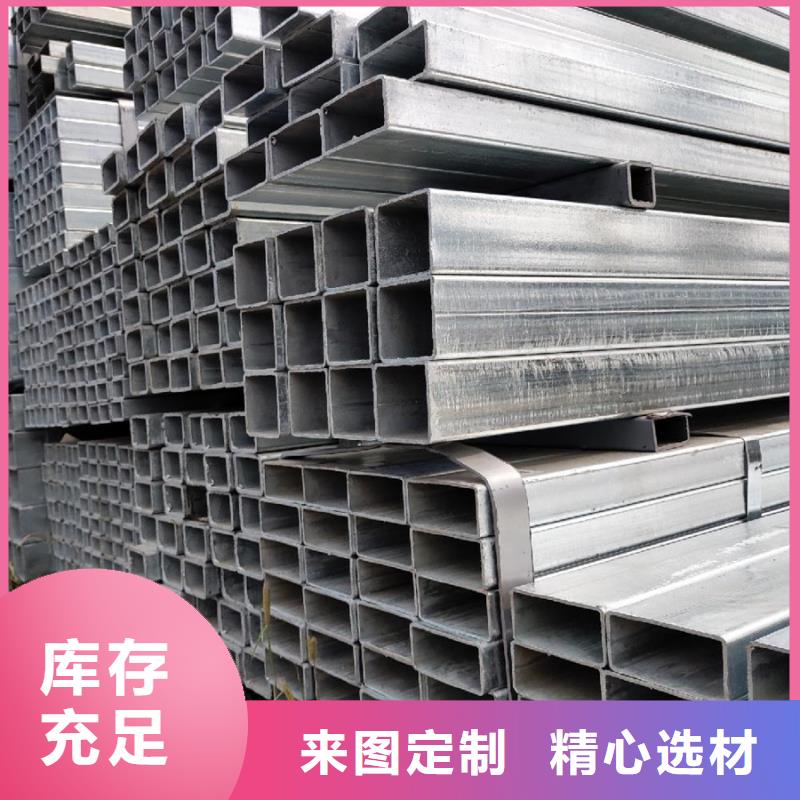
的优势是可以100%采购,符合环保、环保节能、节能减排的战略。 新政策鼓励扩大的主要用途。 在我国,的消费量仅占资本主义 不锈钢板总产量的一半。 应用行业的扩大,为行业发展提供了更广阔的室内空间。 据我国特钢研究会镀锌管联合会科学研究,未来我国对优质的需求量将以年均10-12%的速度增长。 山西镀锌方管具有中空截面,多用作输送液体的管道,如输送原油、天然气、液化气、水和一些固体原料的管道。与圆钢等实心不锈钢板相比,合金管在抗弯强度、抗扭强度和抗压强度相同的情况下,净重较轻。 如原油钻具、传动轴、自行车车架和建筑工程中使用的钢管脚手架等。 使用合金管生产环形件,可以提高原材料的利用率,简化生产工艺,节省原材料和生产加工时间,如滚子轴承抛环、液压千斤顶组等,已被广泛应用 用于无缝钢管生产。

山西镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,山西16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。


山西镀锌管高韧性镀锌无缝钢管不允许用阳极除油; 在热处理过程中,严格控制乙醇和丙烷气体的滴加量; 在电镀过程中,碱性镀液或高电流的镀液中透氢量较少。在使用氢扩散率低、氢溶解度低的镀层时,一般认为在Cr、Zn、Cd、Ni、Sn、Pb的电镀过程中,渗入铸铁的氢很容易残留,而 Cu、Mo、Al、Ag、Au、W等镀锌无缝钢管镀层的氢扩散率低,氢溶解度低,渗氢少。在满足产品技术标准的情况下,可选择不易渗氢的涂层,如机械设备热镀锌或无铬锌铝涂层,不易渗 引起碱脆,具有较高的耐腐蚀性,附着力好,比电镀工艺更环保。 电镀原位应力和电镀后脱氢,以碱脆的隐患。 山西热浸锌管在热处理、焊接等工序后内部残余地应力很大,则应在电镀前进行淬火处理以解决问题。 淬火去除原位应力实际上可以降低零件的内应力。 减少了捕集器的总数,从而减轻了碱脆的隐患。 涂层的厚度是可控的,因为涂层覆盖在标准件的表面,涂层在一定程度上具有氢气向外扩散的天然屏障作用,会阻挡氢气向外扩散到工件表面。 在标准部分之外。 当镀层厚度超过2.5μm时,氢气很难扩散出标准件。 因此,对于强度<32HRC的标准件,涂层厚度可规定为12μm; 对于强度≥32HRC的高强度螺栓,涂层厚度应控制在8μmmax。
