



联系我们

型材拉弯报价推荐
更新时间:2025-02-15 06:44:51 浏览次数:1 公司名称: 宏钜天成钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |



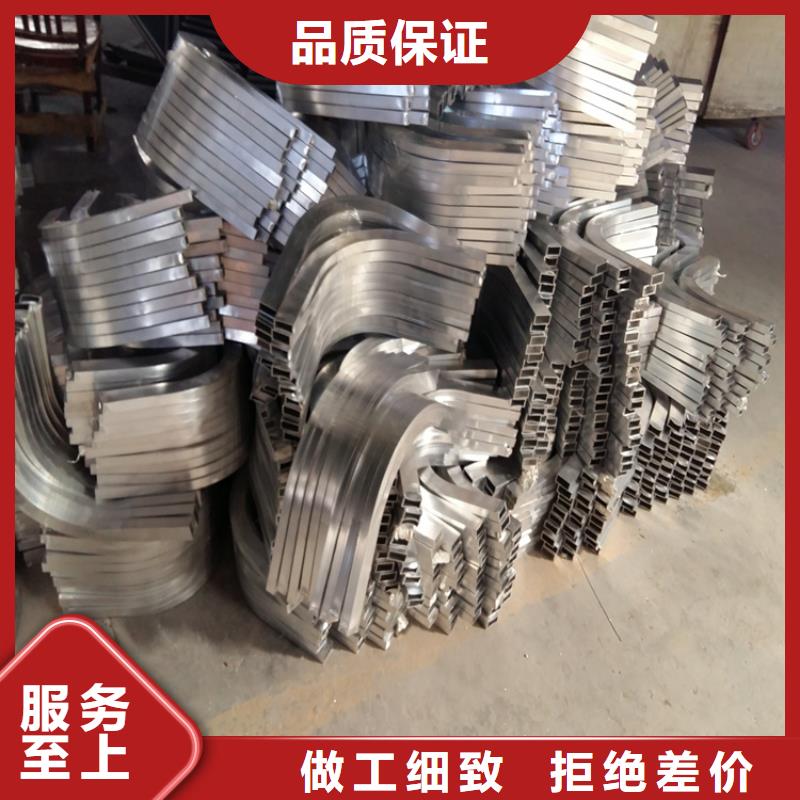
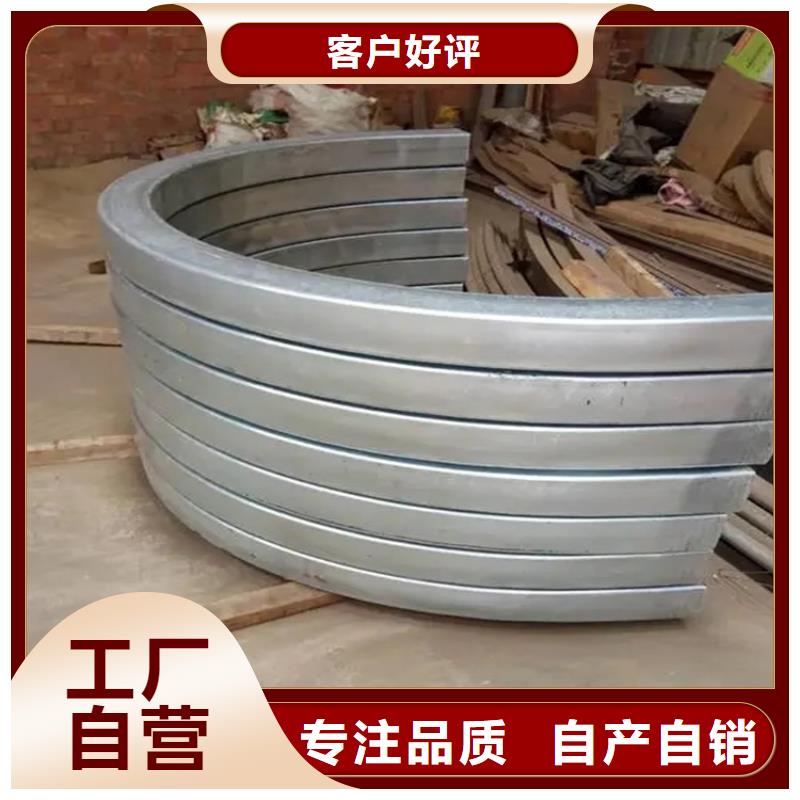

型材拉弯厂家介绍型材拉弯的分类型材拉弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 型材拉弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,型材拉弯可分为顶弯、压弯、辊弯和型材拉弯。压弯是常用的型材拉弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当型材拉弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的型材拉弯机型材拉弯上进行。 当型材拉弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。
型材拉弯在消费中制造工具,要把钢材做成各种外形。但是在钢铁厂卖出钢材的时分,并不是把钢材做成不同外形,而是都统一做成一种外形。工厂把这些钢材买回去以后,要对这些钢材停止本人加工,把它们做成本人需求的外形。这其中有一种工字钢,要把工字钢拉弯才干运用。这样的益处是,能够让钢材在更多的中央运用。假如是事前做成不同的外形,并不是能被一切的工厂都能运用,形成了钢材的糜费。为了把这些钢材拉弯,如今都是运用机器。它能够把这些钢材做成很的尺寸,然后把这些钢材用来制造部件。假如是在钢铁厂里把这些工字钢做成工厂所需求的外形,价钱会十分高,有些工厂可能接受不起。在工厂里停止工字钢拉弯,价钱很低,大多数工厂都能担负。而且这种加工工作办法很简单,工厂很容易能找到工人来停止作业,这样工厂的担负也不重。假如是把钢材制成的时分,直接做成各种外形,需求有很高技术的专业人员,把钢材买回来工厂本人停止,工厂并不需求高程度的专业人员来操作,工厂也很省力。如今很多行业都需求把工工字钢拉弯,而且机器可以很好地控制这些拉弯钢材的尺寸性。
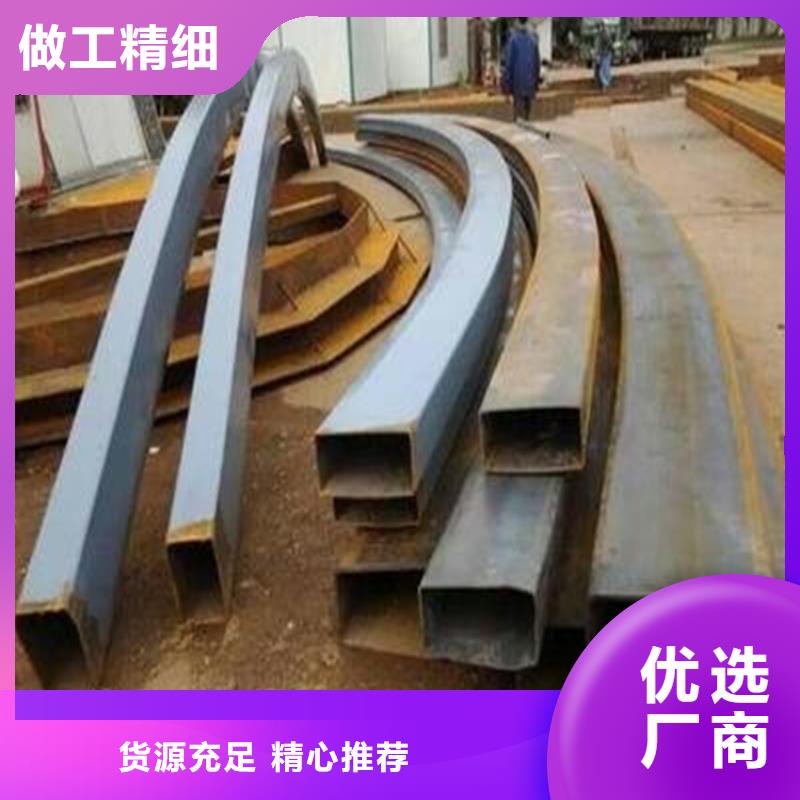
具体聊聊型材拉弯的基本方法弯管在拉弯磨具组里弯折,在全部工业设备中,绝大多数都使用弯管,要害用以油、气、打点滴等,在飞机场以及模块中占有要害影响力。在那么要害的使用情况下,针对弯管的出产加工办法人们掌握是多少呢?弯管加工办法 怎么避免裂开?冲压模具法:用冲床边带光洁度的型芯将管端扩张到所规则的规格和姿态。弯折成型法:常见三种办法弯管胀大法:一是将硫化橡胶放在管道内,上边用小冲头使管道凸起构成。二是液压胀大成型,在管道中心填充液压使管道曲折成必要形状,出产金属波纹管是这种办法的主要途径。锻造法:用模锻机揉捏水管的顶端或一部分,削减水管的直径,常见模锻器有转盘式、连杆式、手动式。滚轧法:一般无需芯棒,合适于薄壁管里侧圆正是为了处理弯管曲折出产过程中的裂缝缺陷,钢管曲折加热时,在必定的变形温度和必定的变形水平以上的情况下,钢管两边呈现裂缝的损害,现有的曲折机设备包括加热设备和曲折设备,加热设备设置在曲折设备中,曲折设备包括升降机和轻压组织。
型材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。