




钢筋锯床上的切削液使用要注意事项:
1)为防止金属切削液因化学作用变化,降低功能,使用机床切削液的容器:管路、水泵,要用金属清洗剂彻底清洗,并用自来水冲刷,再用干净棉纱抹干净。(不能用洗衣粉、皂水清洗)。
2)直接用自来水和清洁水配制,不用加热和其它处理。
3)定期检查切削液是否发霉、发臭、杂物、铁屑,必要时更换切削液。金属带锯床操作流程2
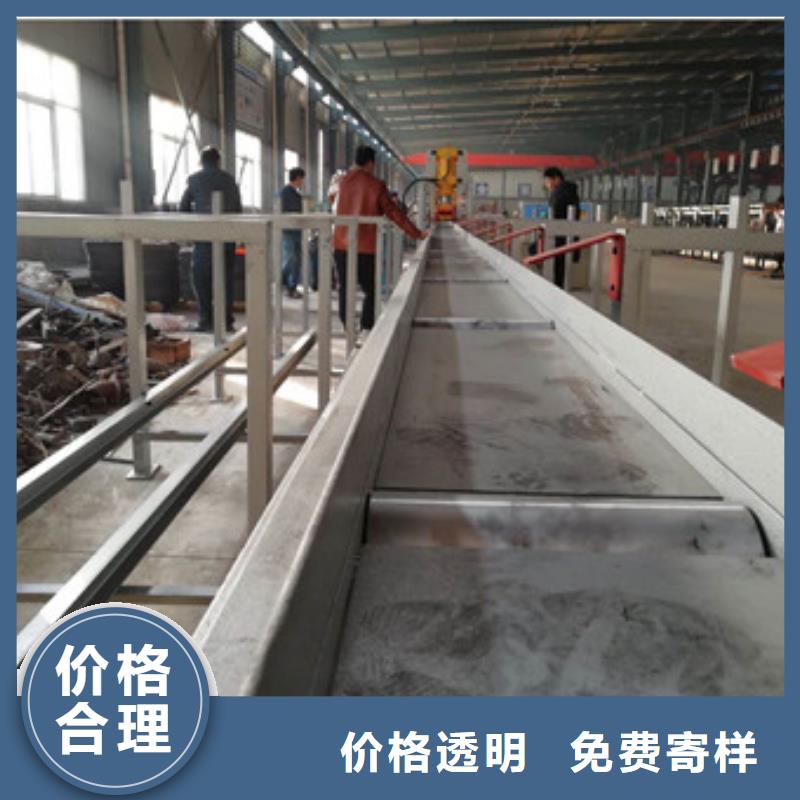
锯床它主要是由底座、床身、立柱、锯梁、传动机构、导向装置、张紧装置、送料架、液压传动系统、电气控制系统以及润滑和冷却系统所组成的。
产品型号 JMGB4240
切削范围(mm) 400*400
锯带规格(mm) 4180*34*1.1
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 4.0
液压电机功率(kw) 1.5
冷却泵功率(kw) 0.04
外形尺寸(mm) 2200*1100*1500
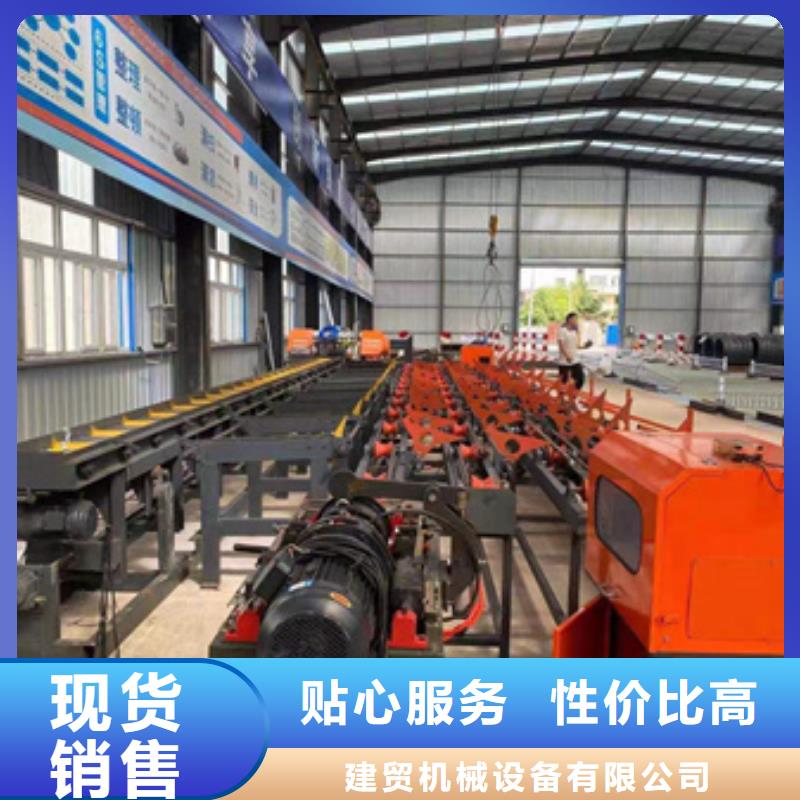
在原普通带锯床上装配 光栅尺进行位置测量,原液压系统不变。控制系统软件功能设计,包括料仓、储料管理检索、锯件分类管理、锯条弯曲监控、材料压紧 、锯 条速度、锯削进给速度的自适应控制等。为了能同时满足不改变原液压系统的要求,系统增加了基于普通电磁阀的位置控制模块。以防触电事端的发作所用导线及丝
文章标题:数控带锯床送的材料尺寸不准的原因
为什么使用金属带锯床要对带锯条进行磨合
金属带锯床更换全新的带锯条锯齿很锋利,为了能够承受双金属带锯条工作时候的锯切压力,必须对新锯条齿部加以磨合,使其形成一个圆弧面从而保护齿部,未经磨合的锯齿在高压下切割,会破损齿尖的组织,缩短带锯条的使用寿命。 对一条新的带锯进行适当的磨合加工,将能极大地增加锯条的使用寿命,按照客户切割的材料种类,公司的技能晋级及商品结构调整资金来源主要是靠自我堆集选择合适的转速,如何磨合新锯条呢?
 <山东>建贸机械设备有限公司
<山东>建贸机械设备有限公司
带锯床是用于金属切削的机床设备,其是运用锯条的动转来完结对工件的循环切削,在完结操作中有的操作者会遇到带锯床锯条跳动的疑问,那么是啥要素构成的呢?带锯床带锯条跳动要素:、带锯条张紧度过松,通过恰当调张紧度,能够有用的削减带锯条的跳动;、锯条下行的笔直度欠好。需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
 山东锯床全国供货
<山东>建贸机械设备有限公司
山东锯床全国供货
<山东>建贸机械设备有限公司
液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
 jmc
jmc
