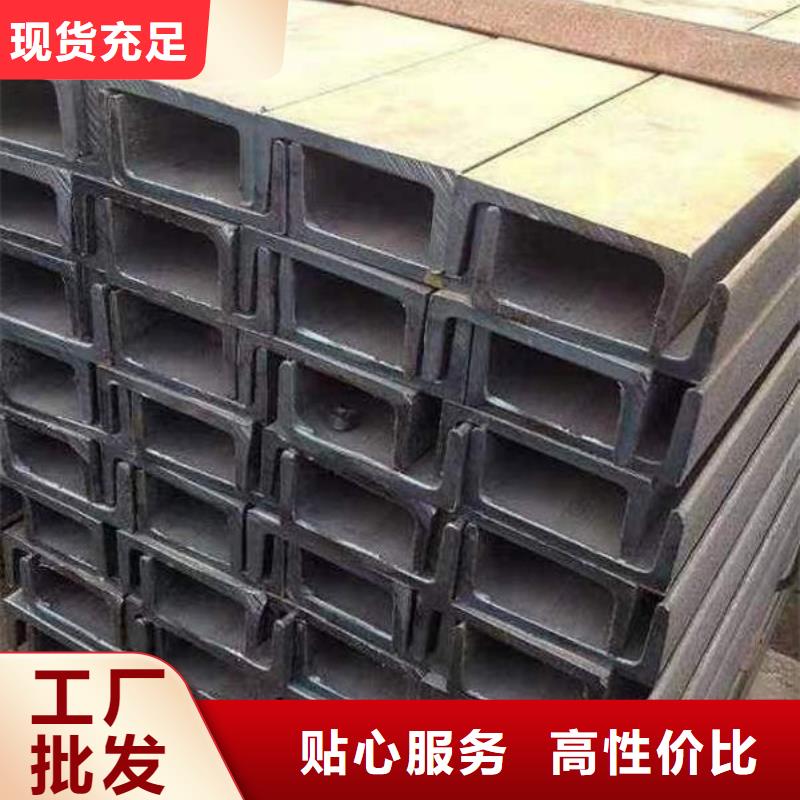






角钢的机械性能(1)检验方法:①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。(2)性能指标:考核角钢材性能的检验项目主要为拉伸试验钢材和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
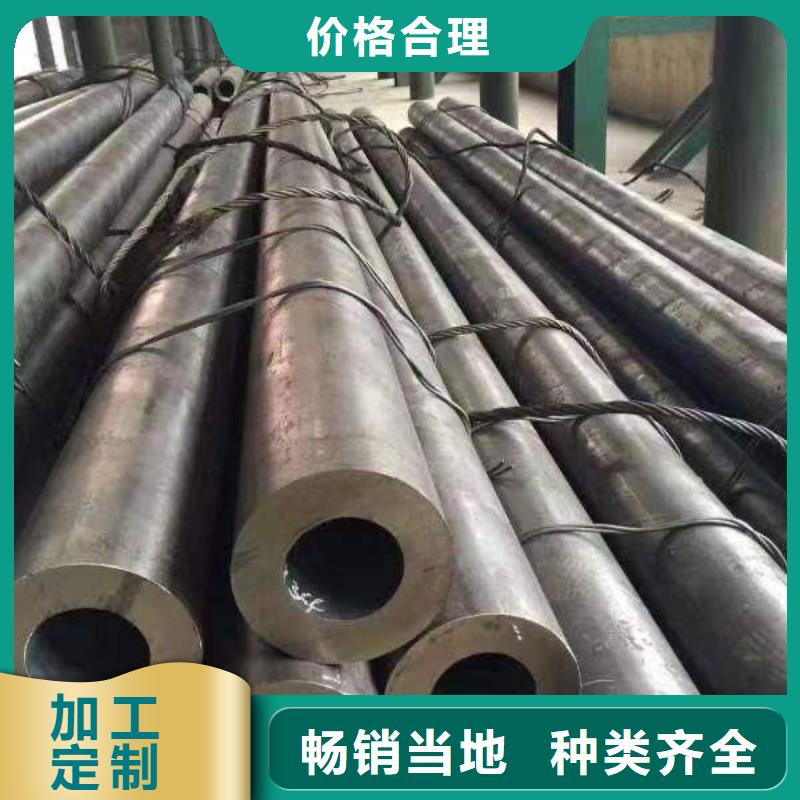
螺旋钢管货场a. 成型过程中钢板变形均匀残余应力小表面不产生划伤。加工的螺旋钢材在直径和壁厚的尺寸规格范围上有更大的灵活性尤其在生产高钢级厚壁管特别是中小口径厚壁管方面具有其他工艺无法比拟的优势 可满足用户在螺旋钢管规格方面更多的要求。b. 采用先进的双面埋弧焊的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷容易控制焊接质量。c. 对钢管进行的质量检查使钢管钢材生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能实现数据即时传输由中央控制室对生产过程中的技术参数。
直缝钢管的生产工艺较为简单,主要生产工艺为高频焊直缝钢管和埋弧焊直缝钢材;直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径直缝钢管的工业生产中,采用了T形焊接技术,即一小部分直缝钢管被对接连接,以满足工程所需的长度;T形直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
经询价了解,H型钢库存普遍在几百吨,只有个别大户库存有四千多吨。不过无论库存大小,消化都很缓慢,商家反映周末基本无销量。现阶段钢材市场中下游供需不平衡,商家库中囤积货物很难找到买家,只有固定 的经销商出货尚可。商家表示整个市场的钢材成交价格都是透明的,H型钢的报价基本一致,仅有少数规格的库存较少,价格小幅高报,但消化依旧缓慢。商家认为近期钢厂调价步伐过快,导致型材市场价格变化频率较快,在无法把握H型钢材市场走势的情况下,观望氛围较重,短期内将谨慎操作,H型钢市场价格将弱势盘整。