





金哲不锈钢管厂注册资金1000万元,固定资产5000万,公司技术雄厚,生产设备先进,拥有820mm拉床,现有员工128人(其中包括高级工程师在内的专业技术人员8人)。2011年公司制造 牌号:0Cr18Ni9 规格:630mm*6.5mm 的大口径薄壁不锈钢管(无缝),通过 石油钻采炼化设备质量监督检验中心的特种设备形式试验,编号:TSX 71004320110063 ,代表着我们大口径薄壁不锈钢管(无缝)的制造技术在国内处于领先的水准,同年也获得 A2(1)、B(2)特种设备制造许可证(压力管道元件),编号:TS2710T63-2015,公司不锈钢管厂建立以来一直秉持“以人为本,勇于创新,追求卓越,互利共赢”的企业理念。质量是企业生命的原则,实行员工参与的质量管理方针,对于产品的制造,我们不会仅以达到标准就得以满足,停止脚步



盛世东和金属材料销售有限公司是目前国内专业的 云南曲靖304不锈钢管专业生产厂家之一, 盛世东和金属材料销售有限公司技术力量雄厚,生产设备精良,工艺先进合理。盛世东和金属材料销售有限公司承专业技术积累和制造经验以及优良的企业文化,凭借团结、创新的人才团队和科学的管理模式,遵循“诚信为本,用户至上”的宗旨,竭诚为国内外客户提供优良的产品和周到的服务。我们可以提供及时、快捷、优质的服务,接到信息后立刻响应,向客户提供各方面的技术咨询。



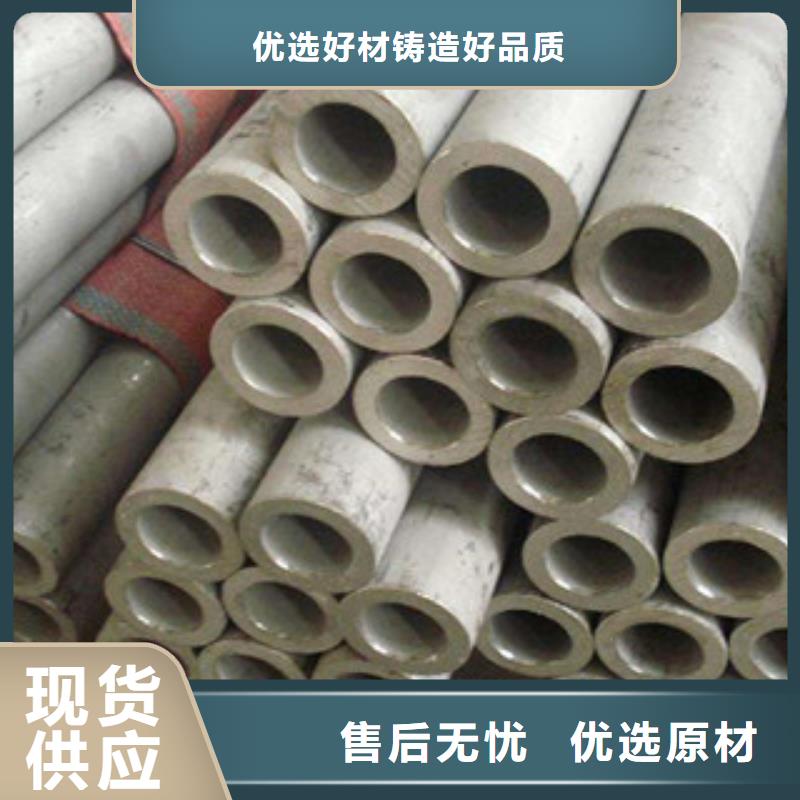
焊接钢管简称焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热设备用管、装饰管、中低压流体管等方面代替了无缝钢管。
小口径不锈钢焊管是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降;其次该产品的工艺决定它的优缺点,一般焊接钢管精度高、壁厚均匀、管内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。
根据焊接技术可分为为自动焊焊接、手工焊接。自动焊一般采用埋弧焊、等离子焊,手工焊一般采用氩弧焊。按焊缝形式分为直缝焊管和螺旋焊管。
按用途又分为一般焊管、换热器管、冷凝器管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。



随着我国国民经济的发展,大口径直缝钢管以其承压能力高、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、钢结构工程等行业的欢迎。
大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
9.X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
