


联系我们

DN900球墨铸铁管舟山
更新时间:2025-02-13 19:28:00 浏览次数:3 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |
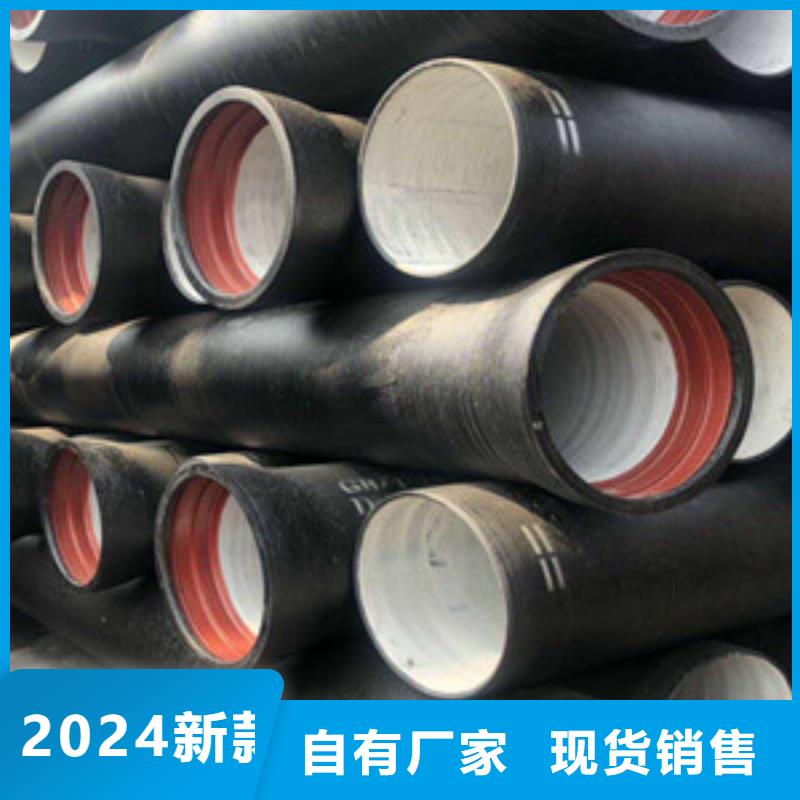


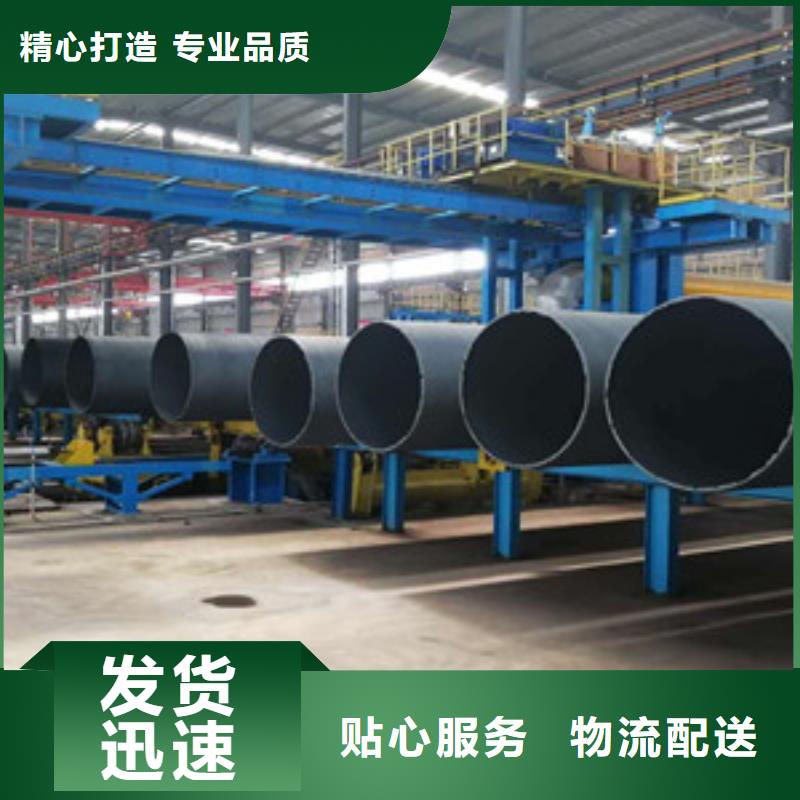

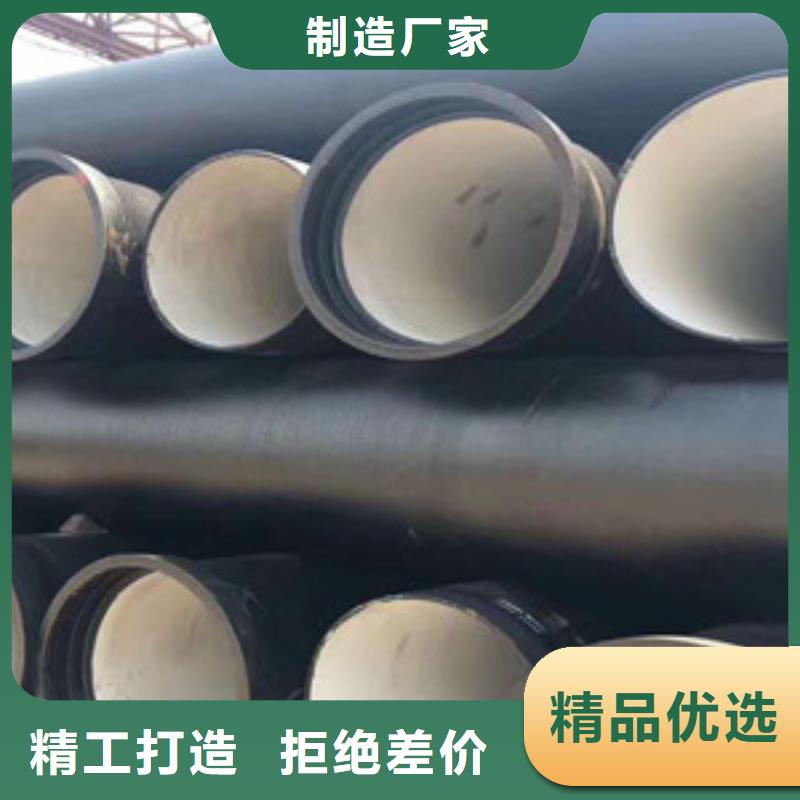




球墨铸铁管定义使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,称之为“球墨铸铁管”,简称为球管、球铁管和球墨铸管等。球墨铸铁管具有铁的本质、钢的性能,防腐性能优异、延展性能好,安装简易、主要用于市政、工矿企业给水、输气等。球墨铸铁管,短管,弯头,本公司致力于生产销售DN80-2000型球墨铸铁管,三通,四通,弯头,短管等各种球墨管件,球墨井盖,胶圈,阀门。我公司管材进行了内外涂覆处理,内涂水泥衬层,增强防腐及输水性,外壁先喷锌再涂覆一层沥青进行防腐处理,产品更放心,更具有优越性,是城镇供水、燃气管网的理想管材。
气泡法是将工件浸入水中,用压缩空气填充,然后从中收集气泡以测量泄漏量。涂抹法是一种能在工件表面产生一定压力的肥皂、水等气泡,并观察气泡情况来检测泄漏尺寸的液体。操作简单,这两种方法可直接观察区和渗漏的情况,但因为我事先不知道工件的泄漏定位和几个泄漏,很难收集所有的气泡,影响测量的准确度;其次,对大型、笨重和复杂的部分,气泡附着零件的底和折叠,不易观察。试验结束后,对工件进行清洗干燥,不能实现自动定量检漏。球墨铸铁管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。并且关键在于验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。
但这与高硬度的要求又相矛盾,则冲击韧性反而会降低挤压工模具的寿命。在挤压过程中,工模具中的一些部件被加热到700~800℃的温度,并在这一温度下进行水冷或气冷,挤压筒调载技术,提高了经济性,降低了施工风险。现代拱桥的标志和成就也体现在拱图实现了无支架施工在我国高速公路和铁路大规模建设的推动下,无支架施工的钢管混凝土拱桥及劲性骨架混凝土拱桥获得飞速发展球墨铸铁管在桥梁的四种桥型中,拱桥受力为合理,其承力结构—一拱圈处于小偏心受压因此没有疲劳问题,耐久性好,刚度大,造价上有很强的竞争力。球墨铸铁管在工业革命以前,拱桥是世界各国内河主通航孔的佳选择。当时,拱桥都为满堂支架施工,在防洪上有较大风险。我国工程师把给水球墨铸铁管钢管混凝土拱用作劲性骨架,并创造了巧妙的在大多数情况下,挤压过程是不平稳的,挤压工模具上的冲击负荷要求制造工模具的材料具有高的冲击韧性。
球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们 的发展提供了很好的方法。给水球墨铸铁管,的运输管道。接下来我们来说一说给水球墨铸铁管连接方式问题型内孕育有多种方法,由于给水球墨铸铁管采用柔性接头 施工操作较为方便 可提高施工效率、 改善施工条件、 降低施工成本 而且接口大部分采用胶圈连接操作简便 能缩短工期降低施工造价。型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。
