

齐齐哈尔市(钢筋笼地滚机)实力厂家品质放心
齐齐哈尔钢筋笼绕筋机安装;1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。3、传动安装;减速机安装在动力基座电机底板上,安装好链条,调整过渡链条松紧(指压松边20-50mm为宜),张紧轮链条尽量绷紧。 布置图4、胶辊安装;打开所有轴承盖并置放于机架下方(轴承盖不能互换),中间向两边开始安装胶辊。注意二个问题;①胶辊轴与轴承套保持同心状态,避免强行配合。②轴承套台肩均朝向中间。5、小车安装;轨道前端超出节机架0.5米,距底座边0.4-1米(中、小直径钢筋笼0.4米)并行安装。电器柜置于轨道外附近。6、组装调试;安装完成后调平主机;胶辊拉线检测上母线、侧母线。单根胶辊误差10mm全长误差30mm。(调定后固定轴承座)7、开工;组装完成后,减速机加机械油(油窗、或箱体一半,以后6个月补加或换油一次),运动部件油打油,连接部位油一星期打一次机油防锈,空车试运行。
齐齐哈尔市(钢筋笼地滚机)实力厂家品质放心
齐齐哈尔钢筋笼绕筋机安装与使用钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。钢筋笼下放到位后要对其顶端定位,防止浇注砼时钢筋笼偏移、上浮,下放要留存影像资料。钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。●材料规格主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业钢筋绕筋机具体做法是:在定位钢筋顶端的顶吊圈内两根平行的工字钢。将整个定位骨架支托于护筒顶端。两个工字钢的净距应大于导管外径30CM。然后撤下吊绳,用用4根φ25短钢筋将工字钢及定位筋的顶吊圈焊于护筒上。钢筋笼下完后应在钢筋笼上拉上十字线,找出钢筋笼中心,根据保护桩找出桩位中心,钢筋笼定位时使钢筋笼中心与桩位中心重合并固定,使钢筋笼定位于孔中心。一方面可以防止导管或碰撞而使整个钢筋骨架变位或落入孔中,另一方面也可起到防止骨架上浮的作用。
实力厂家品质放心")
齐齐哈尔市(钢筋笼地滚机)实力厂家品质放心
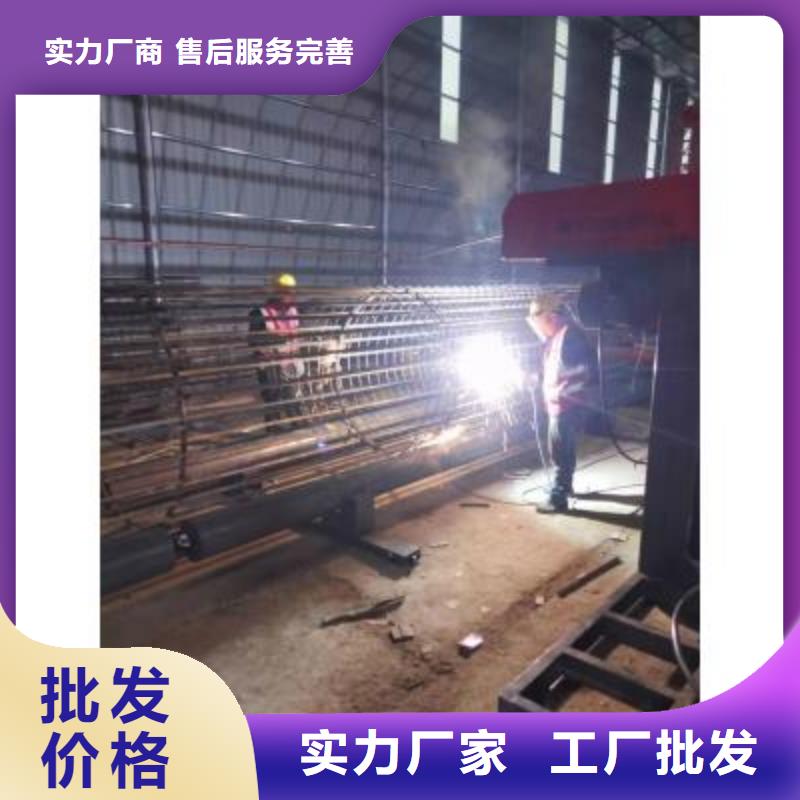
b)上料 把主筋安放到主筋料架上,每次安放主筋的数母符合设计图纸中钢筋笼主筋数云要求;把口盘箍筋安放到箍筋料架上,并让箍筋穿过箍筋矫直机构;钢筋笼绕筋机
c)穿筋、固定 主筋通过分料盘穿过固定盘到移动盘,并在移动盘对其进行固定,主筋的间距符合设计图纸要求,按照设计图纸的要求,把加工好的加强钢筋箍放到主筋笼内;
d)起始焊接 将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,并与主筋焊接牢固;
e)正常焊接 分料盘和固定盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接;同时移动盘按照箍筋间距设置的参数,在拖动系统下缓慢向前移动,并按照设计要求,对加强钢筋箍进行定位焊接;
f)终止焊接 一节钢筋笼箍筋焊接完成后.终止焊接作业;
s)切断箍筋 根据一节钢筋笼箍筋预留的长度,把箍筋切断;
实力厂家品质放心")
齐齐哈尔市(钢筋笼地滚机)实力厂家品质放心
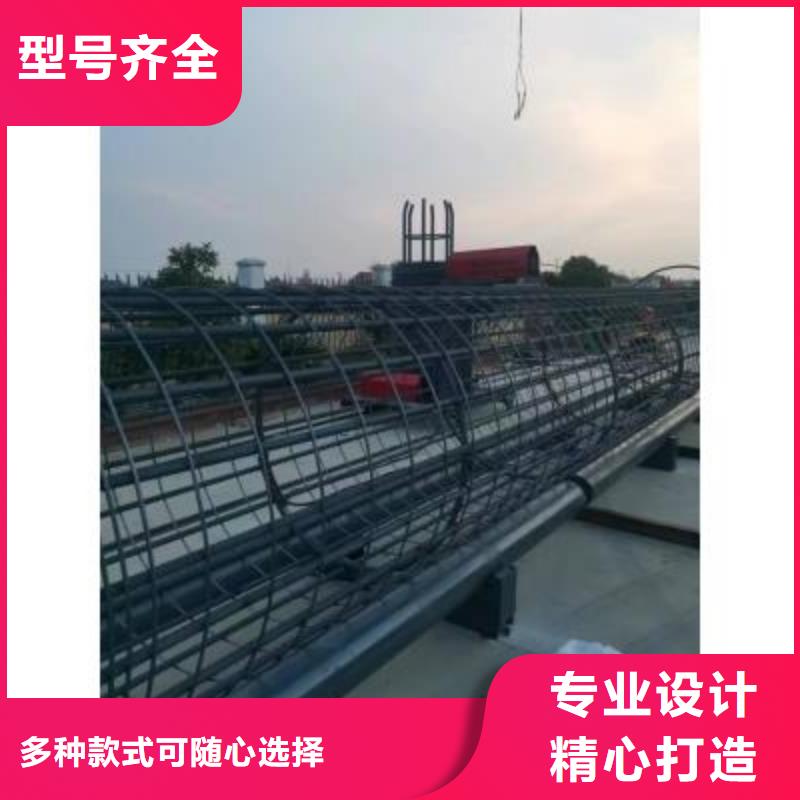
三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊)。 全自动钢筋笼滚焊机由于采用的是数控机械化作业,所以主筋,缠绕筋的间距均匀,钢筋笼直径一致,产品质量可达到规范要求,全自动钢筋笼滚焊机能同时为多个工地配送成型钢筋,可进行综合套裁,使得钢筋的利用率提高,不仅节约了资源。钢筋笼绕筋机
三、钢筋笼滚焊机加工钢筋笼的精度保障: 由于钢筋笼对于箍筋之间的间距精度要求非常高 所以一般作钢筋笼很难现代化施工要求。而凯瑞德生产的数控钢筋笼滚焊机,是在工业PLC上设定间距参数,由PLC控制行走于变频电机的转速。从而有效保证其加工出来的产品。
实力厂家品质放心") 齐齐哈尔市(钢筋笼地滚机)实力厂家品质放心
<齐齐哈尔>建贸机械设备有限公司
齐齐哈尔市(钢筋笼地滚机)实力厂家品质放心
<齐齐哈尔>建贸机械设备有限公司
齐齐哈尔市(钢筋笼地滚机)实力厂家品质放心
本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,齐齐哈尔钢筋笼绕筋机同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。4)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。5)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。