



更新时间:2025-02-16 05:25:05 浏览次数:20 公司名称:聊城 龙丽金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |



| 钢种 | 中国GB | 日本JIS | 美国ASTM | 德国 | |||
| 牌号 | 牌号 | 标准号 | 钢号 | 钢号 | 材料号 | 标准号 | |
| 碳素 精密钢管 | (Q235) | GGP STPY41 | G3452 G3457 | (A53钢种 F) A283-D | (St33) | 1.0033 | DIN1626 |
| 10 | STPG38 | G3454 | A135-A A53-A | (St37) | 1.0110 | DIN1626 | |
| STPG38 | G3456 | A106-A | St37-2 | 1.0112 | DIN17175 | ||
| STS38 | G3455 |
| St35.8 St35.4 | 1.0305 1.0309 | DIN1629/4 | ||
| STB30 | G3461 | A179-C A214-C | St35.8 | 1.0305 | DIN17175 | ||
| STB33 | G3461 | A192 A226 | St35.8 | 1.0305 | DIN17175 | ||
| STB35 | G3461 |
| St35.8 | 1.0305 | DIN17175 | ||
| 20 | STPG42 | G3454 | A315-B A53-B | (St42) St42-2 | 1.0130 1.0132 | DIN1626 | |
| STPT42 | G3456 | A106-B | St45-8 | 1.0405 | DIN17175 | ||
| STB42 | G3461 | A106-B | St45-8 | 1.0405 | DIN17175 | ||
| STS42 | G3455 | A178-C A210-A-1 | St45-4 | 1.0309 | DIN1629/4 | ||



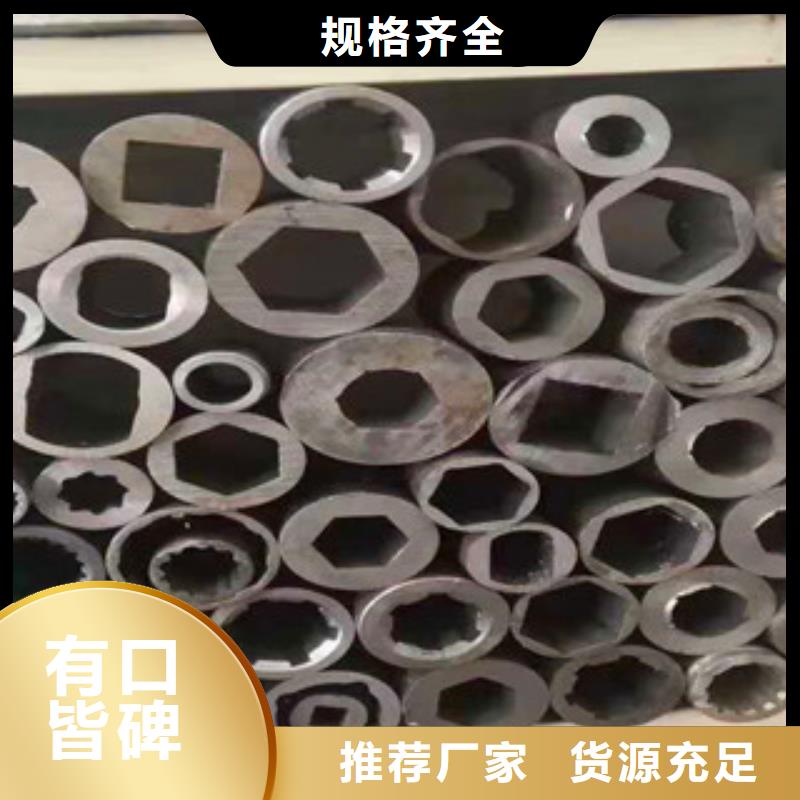
龙丽金属材料有限公司创立于2012年,以生产 贵州黔东南精拔管闻名于行业。其 贵州黔东南精拔管产品质量过硬、性价比高,尤其在 贵州黔东南精拔管产品研发设计方面,聘请顶尖设计师,坚持品牌个性化路线,结合现代潮流。在营销方面,企业充分发挥自己的人才优势、技术优势、质量优势和市场优势,建立起完善的营销网络和服务体系。目前,出品的 贵州黔东南精拔管产品,不仅畅销国内,更远销国外,在消费者当中享有j i高的认可度和美誉度。



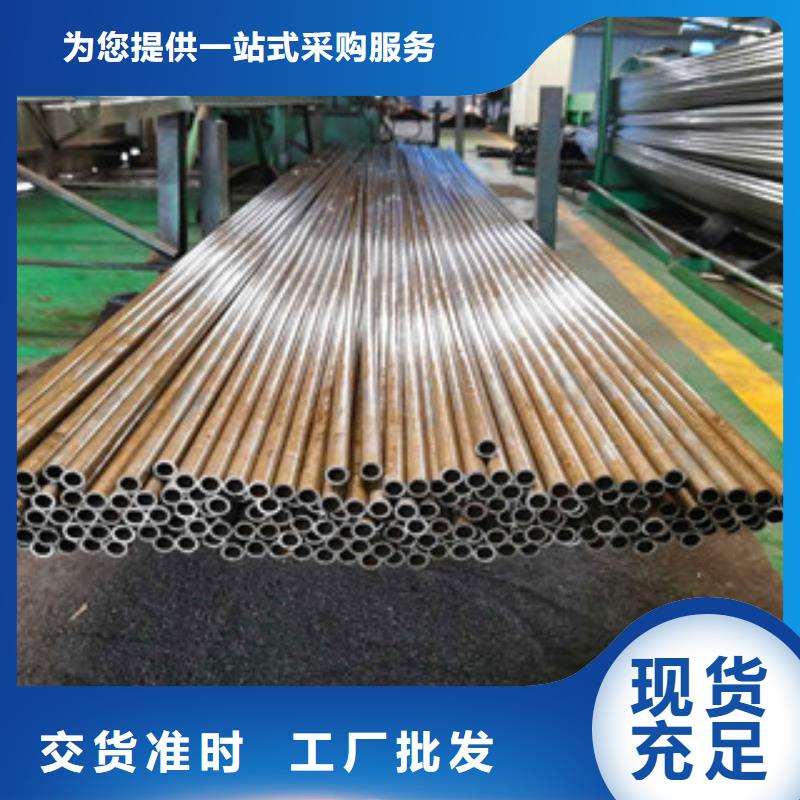
精密冷轧钢管生产工艺:
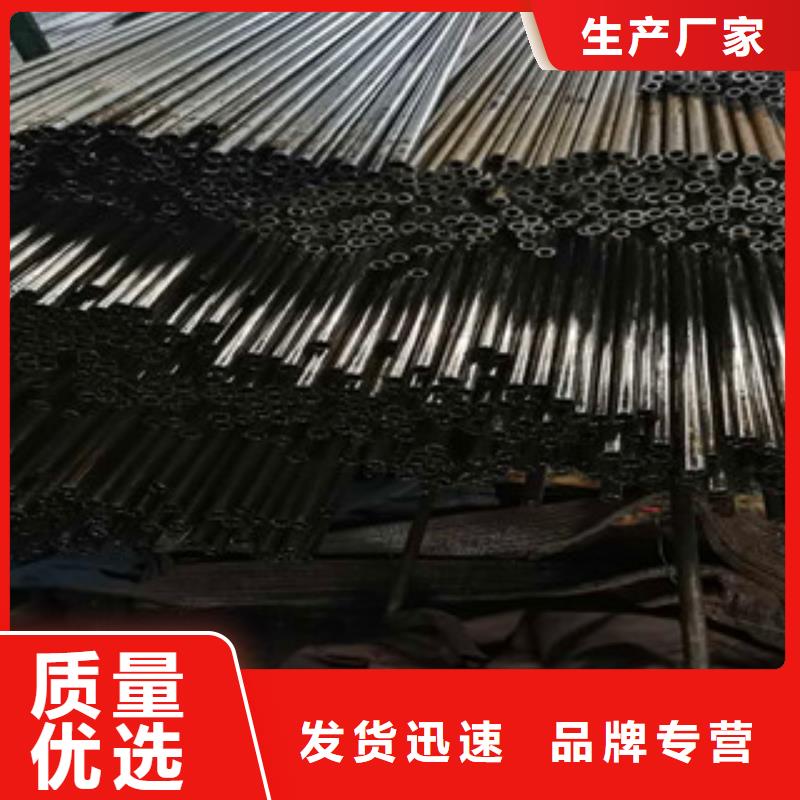
制定管材冷轧冷拔生产(见管材冷轧冷拔机组)的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。



longli

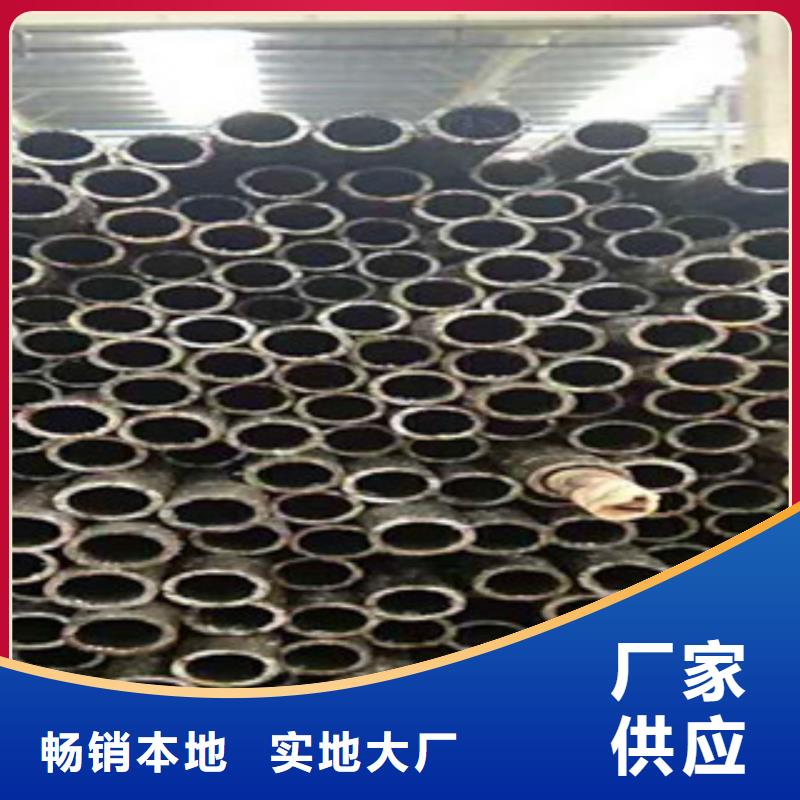
精密钢管生产方式:
(10)流体动力润滑拔管。图9为流体动力润滑拔管的示意图。拔管时在拔管模前安装一个压力管,压力管具有一定的长度lH,其内壁与管料外表面之间只存在较小的间隙。拔制过程中,润滑剂由向前移动的管材携带通过压力管到达变形区前。由于压力管内壁与管材表面之间的间隙较小,而拔制后随管材一起离开变形区的润滑剂又比较少,因此,润滑剂在通过压力管时受到强力的挤压,润滑膜的压力P逐渐升高,这就是流体动压的效应,它是建立流体动力润滑拔制的物理基础。若在变形区前润滑膜的压力达到足以使管材表面和模壁分开,使两者之间完全充满润滑剂,形成液体摩擦,这样可大大改善润滑条件,达到降低拔制力提高道次变形量以及减少模具消耗的目的。实现流体动力润滑拔管的基本条件是:有一个具有一定长度的压力管,拔制速度较高,使用粘度较高的润滑剂。流体动力润滑主要用于无芯棒拔管。