


联系我们

- 中山东升镇高压发电机租赁一站式发电服务
- #Q420B圆钢#规格全
- 现代公交站台施工队伍
- 矿粉钢板库厂家供应
- 智能公交站台候车亭 不锈钢仿古候车亭 公交站台候车亭定制 户外太阳能候车亭 乡镇复古候车亭 新款智能电子系统候车亭 城市道路公交候车亭 公园巴士候车亭 不锈钢候车亭源头工厂 乡村简约不锈钢候车亭 滚动灯箱公交候车亭 智慧公交站台候车亭畅销全国
- 宿迁市沭阳县废设备回收专业靠谱
- 【雨水管-铝合金檐沟产地批发】
- 【铝合金雨水管-铝合金天沟客户满意度高】
- 彩铝天沟_【厂房彩钢雨水管】不只是质量好
- 宣传栏滚动广告灯箱产地厂家直销
- 买45#精密钢切割-实体厂家可定制
- 斗式提升机【粉尘加湿搅拌机】制造生产销售
- 工业风扇工业排风扇实力厂家
- 清污机专业生产制造厂
- 【防火-钢结构防火涂料敢与同行比服务】
【铝管紫铜排品质保证实力见证】
更新时间:2025-02-25 14:21:06 浏览次数:63 公司名称:聊城 辰昌盛通金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 56 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 铝含量 | 国标 |
| 硬度 | 国标 |
| 厂家 | 山东辰昌盛通 |
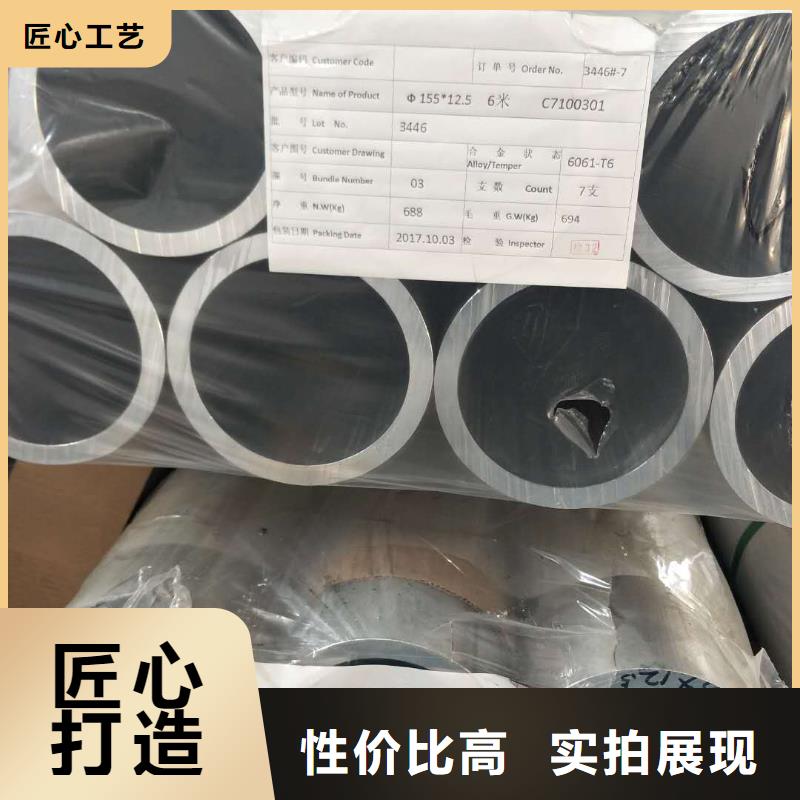
| 规格 | 齐全 |
| 价格 | 含税21/元 |
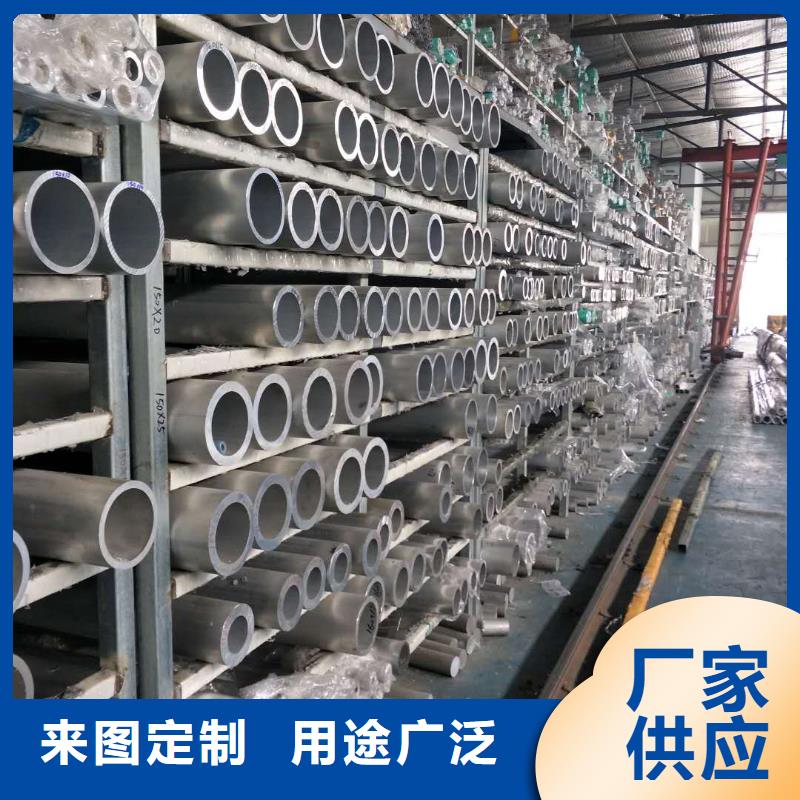





辰昌盛通金属材料有限公司建于2012,现拥有50多专业技术人员,我公司是一家拥有完整技术研发、市场销售、设计施工、售后服务为一体的 江西萍乡铜绞线厂家,是 江西萍乡铜绞线的专业生产厂家,并可根据用户需要进行设计生产,具有承揽大型 江西萍乡铜绞线订单的能力,产品销往全国各地,深受用户好评。



增值税属于流转税,税率下调对于毛利率较高的企业,可以显著改善其现金流,而对于毛利率较低或者亏损的企业,税率下调则影响不大。根据中国有色金属工业协会统计,2018年中国铝冶炼行业销售利润率仅有1.98%,行业盈利能力依然较差。在此背景下,假设以某企业吨铝毛利率100元计算,增值税由16%下调3个百分点,意味着企业所缴纳增值税仅由16元/吨降至13元/吨,对于企业本身或市场 价格的影响乎其。
从成本结构来看,2018年中国电解铝加权平均完全成本约14900元/吨(含税),其中人工费用、折旧费用、维修费用、财务费用、管理费用和销售费用共计约2250元/吨,占完全成本15%,考虑到以上部分不产生增值税,因此增值税率下调3%对此部分费用无根本性影响。与此同时,考虑到其余85%成本费用均为企业购进的电力、氧化铝、阳极炭块、氟化铝等原辅料,在增值税税率由16%下降至13%的月度转换周期内,一定程度上会导致进项税额大于销项税额,因此对铝企业现金流和盈利情况是有显著改善的。从长期来看,由于铝是一个充分竞争的行业,理论上企业为获得更大的市场份额,愿意将此部分利益让渡给客户或者消费者,因此会选择降价销售产品,而这对价格是不利的。
当前,市场交易情绪仍主要集中在增值税下调的落地时点。在此期间,期货市场会短暂出现近远月价格的结构变化,即期铝呈现近月高远月底的状况,而现货市场也会显现出囤货、惜售的意愿。但只要增值税下调时间一旦明确,市场关注焦点会快速回到电解铝自身供需基本面,期货和现货价格也将逐步回到合理区间水平。
2018年4~5月,政府宣布将增值税由17%下调至16%。从当时期货和现货市场的反应来看,除了短暂时点期铝近远结构发生变化外,铝走势并未受到该政策的大幅影响,主导价格方向的核心因素依然在供需基本面。



