




停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
<宁夏>建贸机械设备有限公司 型材切割锯床厂家-交货周期短 <宁夏>建贸机械设备有限公司1.开控制柜内的电源总开关,扳到“ON”位置。
2.打开总停开关,启动油泵。
3.打开锯轮盖板,启动走锯按钮,观察锯轮方向,调整三相电源使锯轮逆时针方向运转。
4.启动面板的快速退刀,使锯弓升起。
5.打开锯轮盖板,安装锯条,(注意锯齿方向应该向右)。
6.张紧锯条,张紧力以30-40N/m为宜。
7.启动走锯按钮,试运行锯条,检查锯条位置是否合适。
8.放置材料,调整好材料位置。
9.夹紧工件。
10.点单次按健,锯切开始工作。
12.调节各冷却阀门,使之各出水口水量适当。

做到锯齿两侧向侧面凸出的分齿量相等,锋利的齿刃毛刺被自然磨除掉,已得到适合 切削的齿刃。其次带锯床进给量过大,使齿尖过早的大能量切削,锯齿负载过重被卷刃、钝化,分齿量也随之遭到损坏。在这种情况下,被钝化的锯齿,已经达不到锋利锯齿切削顺畅的能力,造成锯切时工件表面比较粗糙。
锯切精度低,但锯的稳定性取决于锯条的张力、锯条的长度、进给方向和导向装置。带锯机是带锯机的导向装置,它的作用是缩短锯条工作边的自由长度,提高锯条的刚性,减小锯条横向振动的幅度,使锯条保持平直。
主要用途:
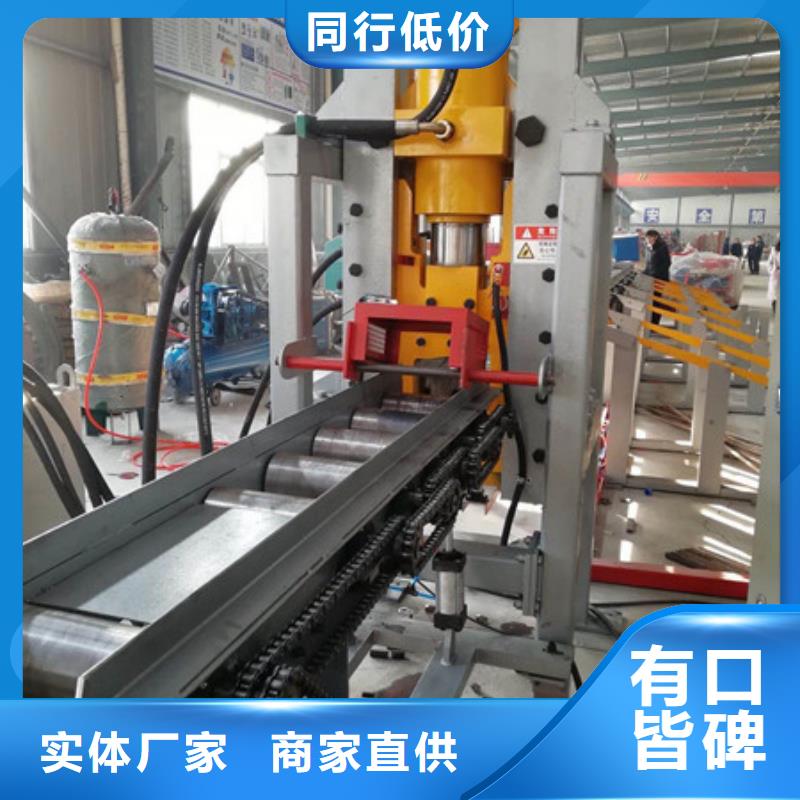
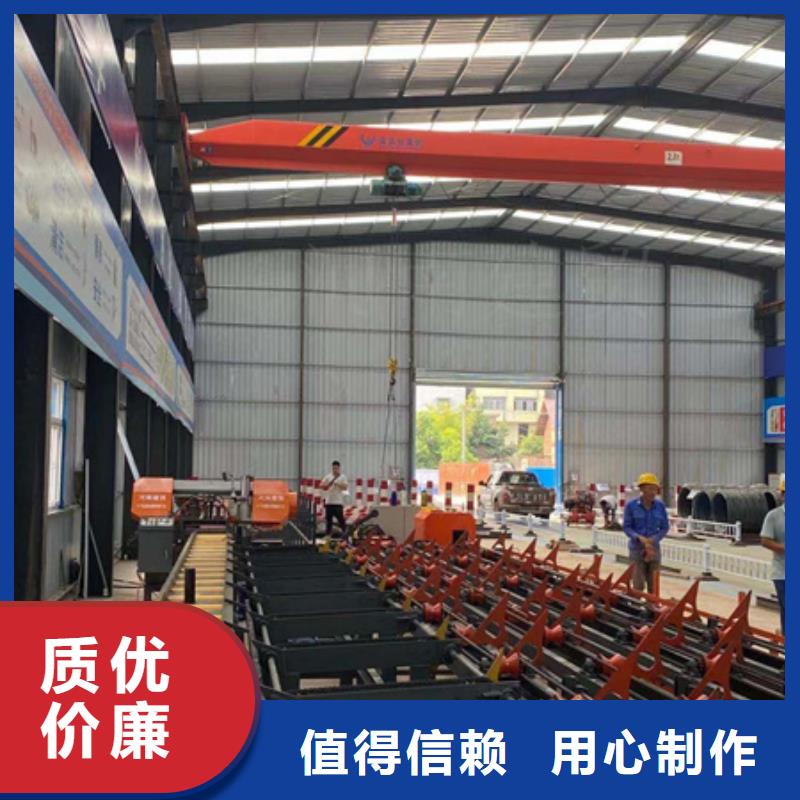
本机床应用于切割高度≤600mm、宽度≤600mm的钢胚、铁板、无缝钢管及大型轴类零件,亦可在选取适当的工艺参数后,切割各种黑色或有色金属材料。具有可靠性高、效率高和高刚性等显著特点,可代替昂贵的进口设备。
数控车床可分为卧式和立式两大类。卧式车床又有水平导轨和倾斜导轨两种。档次较高的数控卧车一般都采用倾斜导轨。按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。双刀架卧车多数采用倾斜导轨。
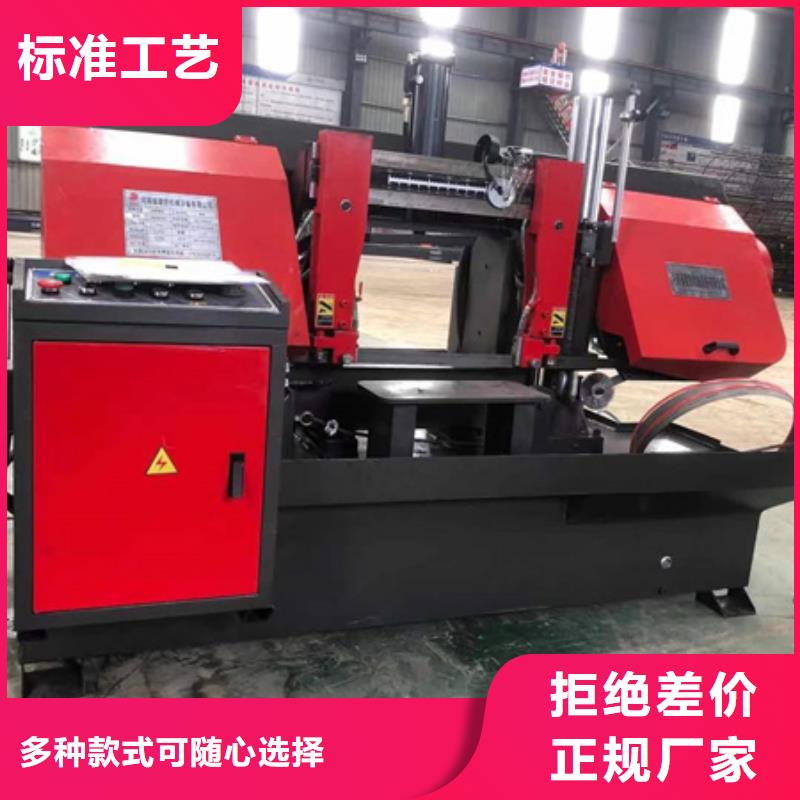
金属带锯床的分类:
根据结构分为卧式金属带锯床、立式金属带锯床、卧式又分为剪刀式、双立柱、单立柱式带锯床; 根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型; 根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割); 根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
金属带锯床主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹紧;张紧装置;送料架;液压传动系统;电气控制系统;润滑及冷却系统。
 jmc
jmc
另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
带锯床油一热液压柱升不起来的原因分析
影响金属带锯床锯条价格的因素
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
