






5、是钢筋加工场实现标准化施工的必选利器。
技术参数:
钢筋直径 12—32mm ,二级和三级螺纹钢均可达32mm
弯曲方向 双向
弯曲间距 小500mm
弯曲 角度 ±0°——180°
弯曲速度 60°/秒
移动速度 0.6m/s
长度精度 ±1mm
角度精度 ±1°
总功率 22KW
一次弯曲支数
直径 D12 D16 D18 D20 D25 D28 D32
支数 6 5 4 3 2 2 1
设备配置(高端)
承料架 1套,电机驱动,自动上料,可载重2T以上 ,数控弯曲机头 2台,立式自动弯曲;伺服驱动,弯曲力量强大;两机同时或独立正反弯曲各种形状箍筋大大提益及工作速度降低人工及成本
自动行走机构 1套,伺服驱动,高精齿轮齿条啮合传动 ,确保钢筋长度精准
电控系统 1台, PLC控制。人机界面(触摸屏)立式操作台;程序实用、易学,适合工地工人现场作业 空压机 1台,随机工具及说明书 1套。

加工精度率高
自动定尺装置:自动定尺装置用于确定钢筋端头位置,由伺服电机控制自动定位,无需人工测量和固定,定位精度高,可靠。具有自动锁定机构,确保钢筋端头定位精度。改装置的摆动式挡板自动避让钢筋,确保钢筋弯曲精度。支架及机身:弯曲中心采用整体式吊装,搬迁不需拆卸,安装简便固定场地生产或频繁更换场地都适用。弯曲平台导轨采用高强度移动导轨,经久耐用,不易变形。高强度自动储料架,可实现连续生产。
先将转动旋钮拉起,向右旋转为调高出口压力(反之向左旋转为调低出口压力),在调节压力时,应逐步均匀地调至所需压力值。该机构的压缩空气的压力应在0.4-0.6MPa之间,不可过高或过低,气压过高可能冲击很大,对气动元器件造成不良后果,气压过低会使气动元件执行速度过慢影响生产。同时由于过滤器的部分材质为pc材料,严禁接近或在有机溶剂环境中使用。当出口压缩空气流量明显减少时应立即更换滤芯
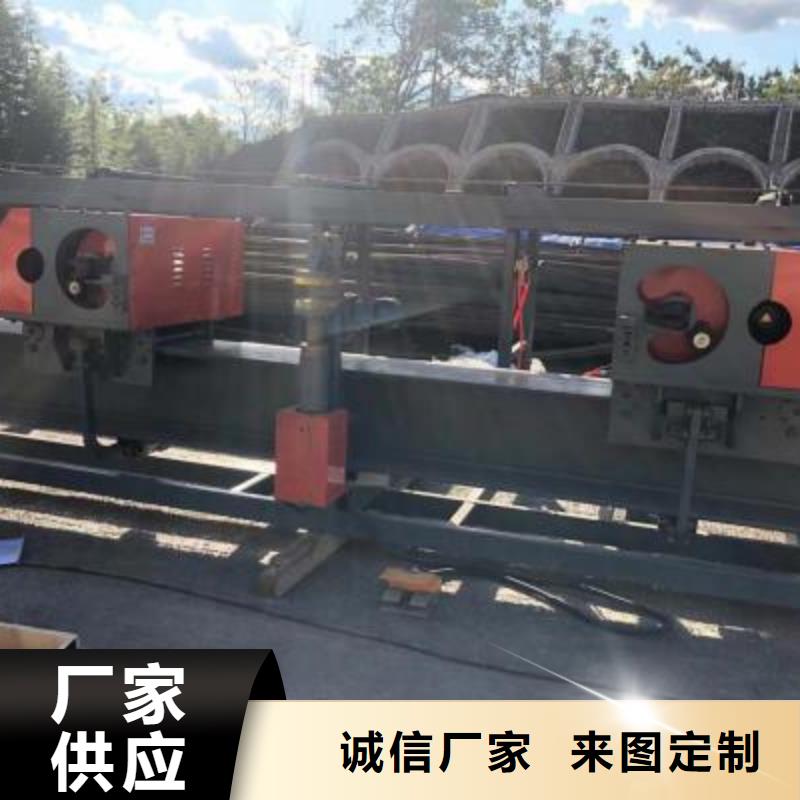
数控钢筋弯曲中心G2L2-32一、性能优势:1、两个机头可立式弯曲,同步作业,高产量省人工。 2、弯曲主机 采用日本原版技术和机械原理,结构设计合理,弯曲力量大,角度调节方便,准确。 3、自动移动系统,采用伺服电机驱动和齿轮齿条传动,误差小,反应快。4、电控系统采用进口PLC可编程控制,可实现故障自动识别、图形编辑、技术等功能。5、是钢筋加工场实现标准化施工的必选利器。
二、设备参数表:钢筋直径 12-32mm直条弯曲方向 左侧机头,顺时针转;右侧机头,逆时针转弯曲边长 300---11700mm弯曲角度 0----180° 弯曲速度 60°/移动速度 0.6m/s长度精度 ±1mm角度精度 ±1°总功率 15KW


第二,在作业之前,我们要先检查一些它的转盘,芯轴,以及挡块是不是合理的,是否在中间存在着损坏和裂纹,要是有的话,我们就要先空运转一下,若是在空运转的时候没有任何问题,在进行作业,这样才是比较的,减少故障发生,计量泵商家提醒大家,我们在检查的时候,不允许更换其中的位置,也不能去调整它的速度,更不能随意的更换它的芯轴,要及时的去清洗或者是加油。
立式弯曲中心数控钢筋弯曲中心和应用v带轮旋转对涡轮杆减速,减速完成后,相应的工作盘开始旋转。此时钢筋的一端会被铁轴阻止转动,而设备的成型轴则会围绕设备内部的中心轴转动将钢筋推弯优势:蜗轮蜗杆式钢筋弯箍机不同的弯曲规格很大程度上简化了弯曲过程。用的比较多的还有齿轮式钢筋弯箍机。与蜗轮蜗杆式钢筋弯箍机有所不同的是齿轮式钢筋弯箍机设备上增加了自动控制弯箍角度的装置和断电保护功能,可以对弯曲钢筋的角度进行调整以及保护人员。原理:这种弯箍机工作原理如下:通常通过电动机带动V带轮。
内江钢筋弯曲中心来厂考察