


联系我们

小型钢筋笼缠笼机价格低
更新时间:2025-02-13 22:05:24 浏览次数:6 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
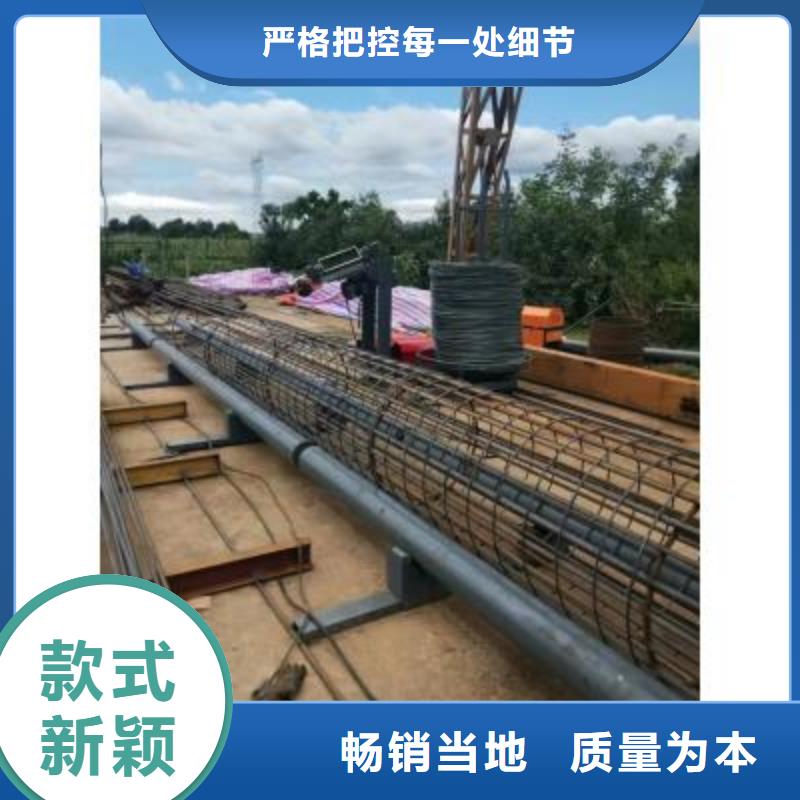



南阳钢筋笼绕筋机所有制作材料严格使用国标钢材,生产严谨,故障率远低于行业平均水平,豫工机械郑重承诺绕筋机整机质保一年,不仅要把好的产品销售出去,还要给客户提供优质的售后服务,尽快速度为客户安装设备,尽快速度为客户解决问题。南阳钢筋笼绕筋机,主要由小车部分(包含钢筋承接圆盘、防线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。 特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可定位,帮助提高钢筋笼分解、安装速度。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,半自动钢筋笼滚焊机可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
5、半自动钢筋笼滚焊机焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。钢筋笼绕筋机

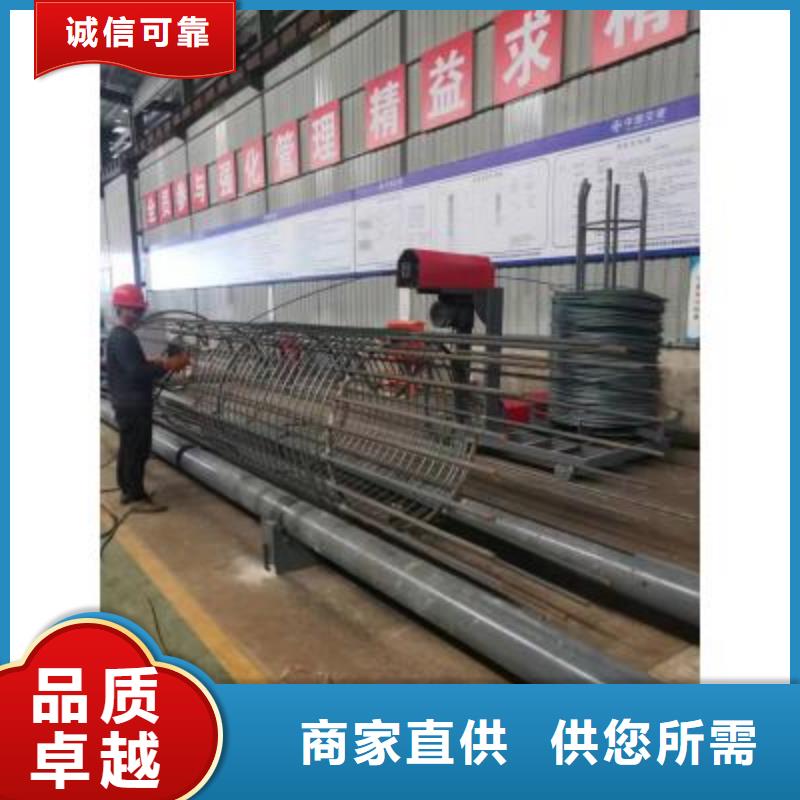
钢筋笼设备引进新欧洲技术,钢筋笼直径误差可控制在1CM内,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊接饱满、牢固,可实现监理。
钢筋笼绕筋机设备优势
采用ABB、Panasonic等进口电控元器件,确保设备运行;
钢筋笼直径误差控制,可达到偏差要求;
主筋间距误差小,能控制在1cm之内;
一米之内盘筋间距误差可控在5mm以内;
可生产双盘筋、双主筋高要求钢筋笼产品;
流水线作业,每班3人即可正常生产钢筋笼;
套筒连接及对焊连接的主筋可直接上设备生产;
零部件设计寿命长,备件更换简单快捷;

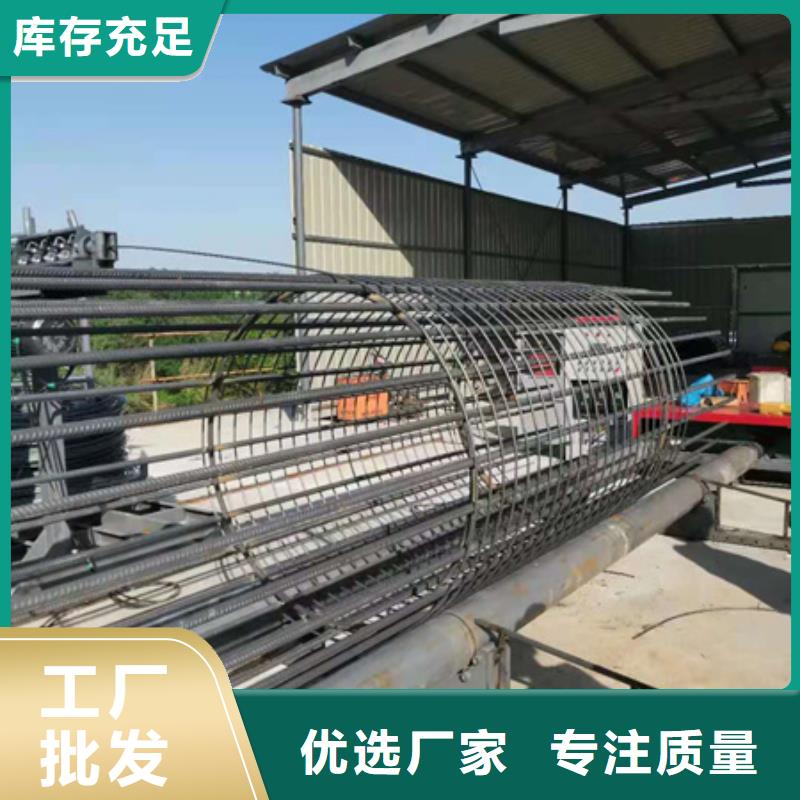
全自动数控南阳钢筋绕筋机在建筑工地,钢筋厂等场所是经常可以看到的,数控绕筋机可以代替人工完成钢筋制作成钢筋笼。不同于人工,南阳数控钢筋绕筋机的质量稳定,机械化的作业可以不必受到人为因素影响,长时间工作可稳定质量不变。南阳数控绕筋机的生产速度快,节约施工成本。使用数控绕筋机生产钢筋笼只需要3到4个工人,节省了人工成本,南阳数控绕筋机生产钢筋笼的长度可根据施工方要求改变,数控绕筋机的转动速度可调节,施工方可根据工人焊接的熟练程度调节生产的速度。数控钢筋绕筋机生产的钢筋笼比人工生产要标准的多。1.南阳钢筋笼绕筋机工作原理根据施工要求,首先调整南阳钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到南阳钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转及移动旋转盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这就是 钻孔灌注桩南阳钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理. 一、南阳钢筋笼绕筋机设备机构1.小车行走驱动机构2.行走轨道3.电控柜4.分料系统5.旋转驱动机构6.箍筋矫直系统7.绕筋放线架
 河南南阳小型钢筋笼缠笼机价格低
<南阳>建贸机械设备有限公司
河南南阳小型钢筋笼缠笼机价格低
<南阳>建贸机械设备有限公司
南阳钢筋笼绕筋机安装;1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。3、传动安装;减速机安装在动力基座电机底板上,安装好链条,调整过渡链条松紧(指压松边20-50mm为宜),张紧轮链条尽量绷紧。 布置图4、胶辊安装;打开所有轴承盖并置放于机架下方(轴承盖不能互换),中间向两边开始安装胶辊。注意二个问题;①胶辊轴与轴承套保持同心状态,避免强行配合。②轴承套台肩均朝向中间。5、小车安装;轨道前端超出节机架0.5米,距底座边0.4-1米(中、小直径钢筋笼0.4米)并行安装。电器柜置于轨道外附近。6、组装调试;安装完成后调平主机;胶辊拉线检测上母线、侧母线。单根胶辊误差10mm全长误差30mm。(调定后固定轴承座)7、开工;组装完成后,减速机加机械油(油窗、或箱体一半,以后6个月补加或换油一次),运动部件油打油,连接部位油一星期打一次机油防锈,空车试运行。