





不要犹豫,点击播放我们的不锈钢管-无缝方管品牌企业产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:不锈钢管-无缝方管品牌企业的图文介绍

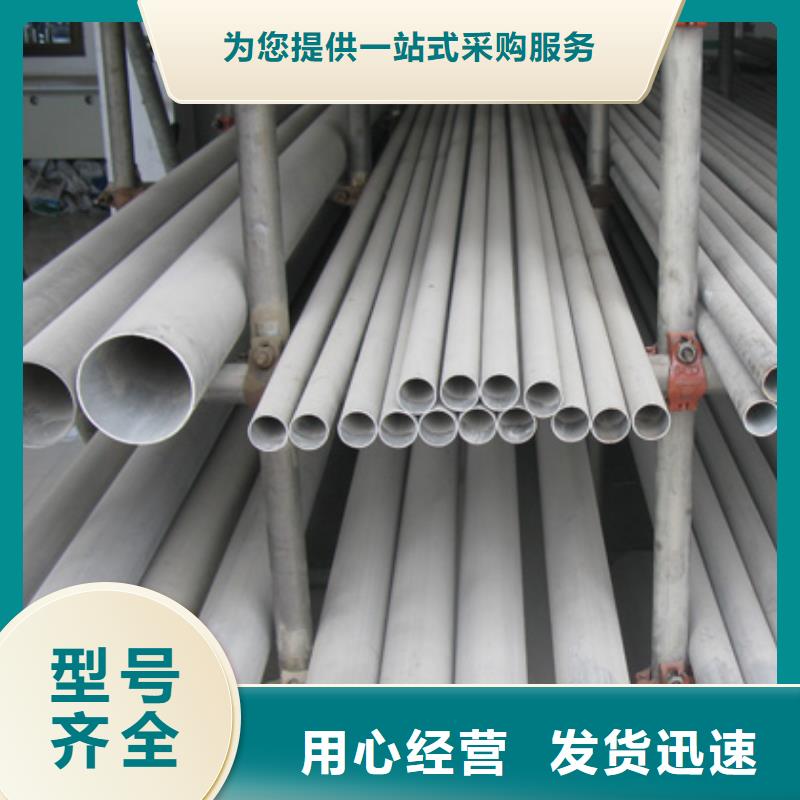
但从设备的使用运行来看,它们的耐腐蚀性能不尽如人意,尤其在含氯离子的介质中,常常由于出现应力腐蚀而导致设备破坏,甚至造成事故。近年来从化工设备的耐蚀性和性等方面考虑,铬镍奥氏体不锈钢管开始广泛的使用。铬镍奥氏体不锈钢管以其的特性(即具有良好的耐酸、耐碱、耐腐蚀等性能),应用范围逐渐广泛,在众多行业中普遍使用,尤其在化工业容器制造中使用更为普遍。
但其缺点是一方面背面需采取有效的封闭措施(小型容器可直接充;大型容器须采用气保护衬垫),增加了焊前工作,在焊接过程中消耗大量的,而且保护措施的效果又直接影响到焊接质量,另一方面填充效率低,因此相应增加了生产成本,降低了工效。
对于焊条电弧焊,具有较强的灵活性,设备简单、移动方便、焊接电缆长、把钳轻巧,适用于多种位置焊接,对焊接接头装配质量要求底,操作过程中金属熔敷速度比手工钨极氩弧焊快,生产效率高,因而不论在制造车间,还是野外作业均广泛采用。
一、铬镍奥氏体不锈钢管焊接方法及特点对于手工钨极氩弧焊,由于采用了惰性气体(Ar)作为保护气体,焊接过程中钨极、熔池、电弧以及被电弧加热的焊缝区域不被空气侵扰,便于焊接操作人员的观察熔。不锈钢管焊接工艺在实际工程中,铬镍奥氏体不锈钢管焊接工艺有以下几种:奥氏体不锈钢管的手弧焊工艺:奥氏体不锈钢管的手弧焊具有热影响区小、易于保证质量,适应各种焊接位置及不同板厚工艺要求的优点。
但其缺点是一方面背面需采取有效的封闭措施(小型容器可直接充;大型容器须采用气保护衬垫),增加了焊前工作,在焊接过程中消耗大量的,而且保护措施的效果又直接影响到焊接质量,另一方面填充效率低,因此相应增加了生产成本,降低了工效。
对于焊条电弧焊,具有较强的灵活性,设备简单、移动方便、焊接电缆长、把钳轻巧,适用于多种位置焊接,对焊接接头装配质量要求底,操作过程中金属熔敷速度比手工钨极氩弧焊快,生产效率高,因而不论在制造车间,还是野外作业均广泛采用。
一、铬镍奥氏体不锈钢管焊接方法及特点对于手工钨极氩弧焊,由于采用了惰性气体(Ar)作为保护气体,焊接过程中钨极、熔池、电弧以及被电弧加热的焊缝区域不被空气侵扰,便于焊接操作人员的观察熔。不锈钢管焊接工艺在实际工程中,铬镍奥氏体不锈钢管焊接工艺有以下几种:奥氏体不锈钢管的手弧焊工艺:奥氏体不锈钢管的手弧焊具有热影响区小、易于保证质量,适应各种焊接位置及不同板厚工艺要求的优点。


多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。



国耀宏业钢铁有限公司生产的 广东梅州镀锌钢板产品广泛应用于 广东梅州镀锌钢板行业领域,以优良的品质、遍布全国、远销海外,得到了众多用户的一致好评。



包括:①结构和润滑的特点及不足;②设备精度和耐磨寿命的差距与不足;③液压系统、液压元器件和检测、控制器件的差距与不足;④电器系统和检测、控制器件的差距与不足;⑤自动化的一、二级计算机控制系统,计算机、检测和控制仪器仪表以及元器件的差距与不足。
(2)深层次地总结立式斜轧穿孔、延伸机(三辊、精密)的设计制造以及设备设计制造的精度和水平。包括:①锁紧装置和设备可靠性的特点;②轧辊同前后导向和前后台中心线(对中)的特点。(3)深层次地总结二辊、三辊连轧管机的设计制造以及设备设计制造精度与水平。
包括:①二辊连轧管机轧辊机架摆放形式的特点;②三辊连轧管机侧向换辊机架机构的特点,芯棒托管机构的特点和5机架脱管机的配置特点;③轧辊孔型自动修正和轧制中心线的检查与特点。(4)深层次地总结定(减)径机和张力减径机的设计制造以及设备设计制造精度与水平。
包括:①定(减)径机内传动与外传动的结构对比和外传动的特点;②张力减径机各种传动方式的对比和各自的特点。(5)深层次地研究、分析和总结使用及排管锯的经验,、设计和制造具有高水平的排管锯。其核心是防锯片震动,即无间隙轴承和锯片导卫装置及其布置。
(2)深层次地总结立式斜轧穿孔、延伸机(三辊、精密)的设计制造以及设备设计制造的精度和水平。包括:①锁紧装置和设备可靠性的特点;②轧辊同前后导向和前后台中心线(对中)的特点。(3)深层次地总结二辊、三辊连轧管机的设计制造以及设备设计制造精度与水平。
包括:①二辊连轧管机轧辊机架摆放形式的特点;②三辊连轧管机侧向换辊机架机构的特点,芯棒托管机构的特点和5机架脱管机的配置特点;③轧辊孔型自动修正和轧制中心线的检查与特点。(4)深层次地总结定(减)径机和张力减径机的设计制造以及设备设计制造精度与水平。
包括:①定(减)径机内传动与外传动的结构对比和外传动的特点;②张力减径机各种传动方式的对比和各自的特点。(5)深层次地研究、分析和总结使用及排管锯的经验,、设计和制造具有高水平的排管锯。其核心是防锯片震动,即无间隙轴承和锯片导卫装置及其布置。



