以下是:弯管L型弯管信誉有保证的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
以下是:弯管L型弯管信誉有保证的图文视频
弯管L型弯管信誉有保证,航萧管件有限公司为您提供弯管L型弯管信誉有保证的资讯,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:聊城经济开发区崂山路物流院内发货到湖南省 娄底市 娄星区、双峰县、新化县、冷水江市、涟源市。 湖南省,娄底市 2022年,娄底市实现地区生产总值1929.5亿元,同比增长4.8%。
别再错过任何细节!花费一分钟观看弯管L型弯管信誉有保证产品视频,让您的购买决策更加明智。
以下是:弯管L型弯管信誉有保证的图文介绍


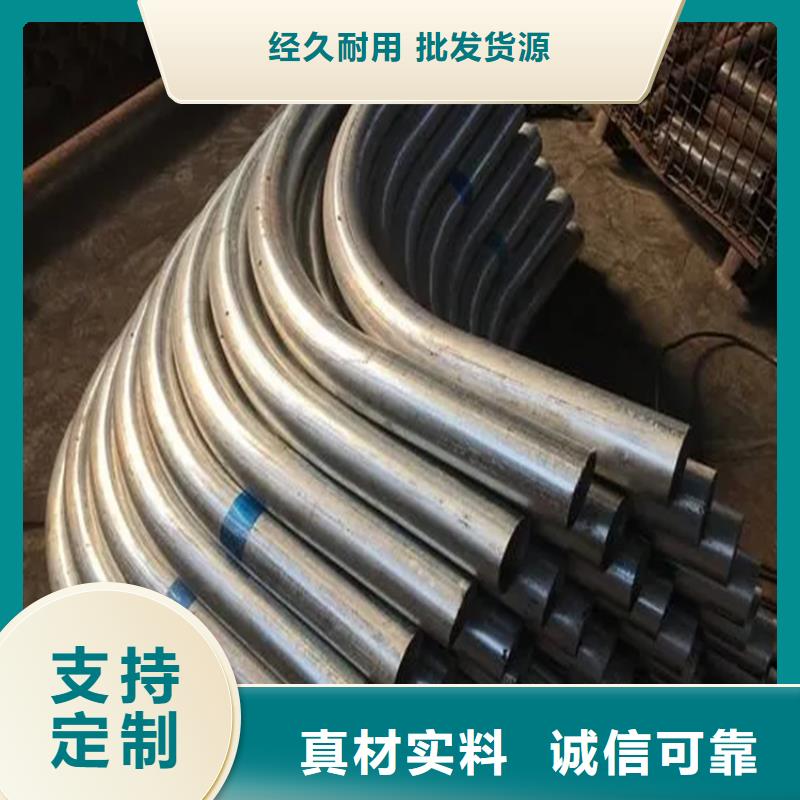
在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!



航萧管件有限公司一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 湖南娄底O型弯管产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 湖南娄底O型弯管产品质量的稳定,有效地改善了环境。



为什么弯管得到广泛使用。 采用弯管生产加工现阶段,进行加温弯管无缝钢管时,弯管解决裂缝造成的缺点,超过一定水平的形变温度,及其在一定水平的形变时,弯管两侧发生裂缝,这两种状况与原材料弯管有关,在低形变速率和高抗压强度的成型基准下,弯管生产设备在该基准下,弯管两侧断裂。 为什么弯管得到广泛使用 对于其中的管路生产加工设备,掌握弯头生产设备,包括设定在NC车床上的弯头生产设备的结构和设定在NC车床上的通道设备,其中的弯头生产设备的组织包括设定在NC车床上的旋转连结,设定为弯头结构,用于把持管材的接触组,和设定为弯头结构,该弯头缸交流伺服电动机设定在NC车床上,驱动弯头结构的旋转,弯头结构的旋转在相对路径的两侧设置块,在NC车床上设定冲压设备,可获得更强的应用。 如今应用到的弯管生产设备,其原材料弯折机器设备技术性行业,选用滚动轴承组织和輔助模组织拆式卡扣结构基本原理,普攻组织和主组织,根据轴销组织保持了卡扣结构,其灵便拆装和拼装,有利于原材料的安裝和拆装,保持了原材料固定不动约束力室内空间的迅速转换,以根据主模的弯折视角组织和輔助磨具组织,进而进一步在外力下转动普攻组织。 当今掌握到的手动式弯管生产设备,在其中夹紧台电焊焊接在操作台,槽转盘抽奖根据销杆安裝在操作台的管理中心部位,公称直径边沿为槽转盘抽奖用夹持台固定不动夹持,弯管转动杆根据转动杆安裝在动滑的管理中心轴上,斜角架构放到工作中台子上,转动杆与弯管转动杆螺栓连接,换挡杆安裝在弯管上。



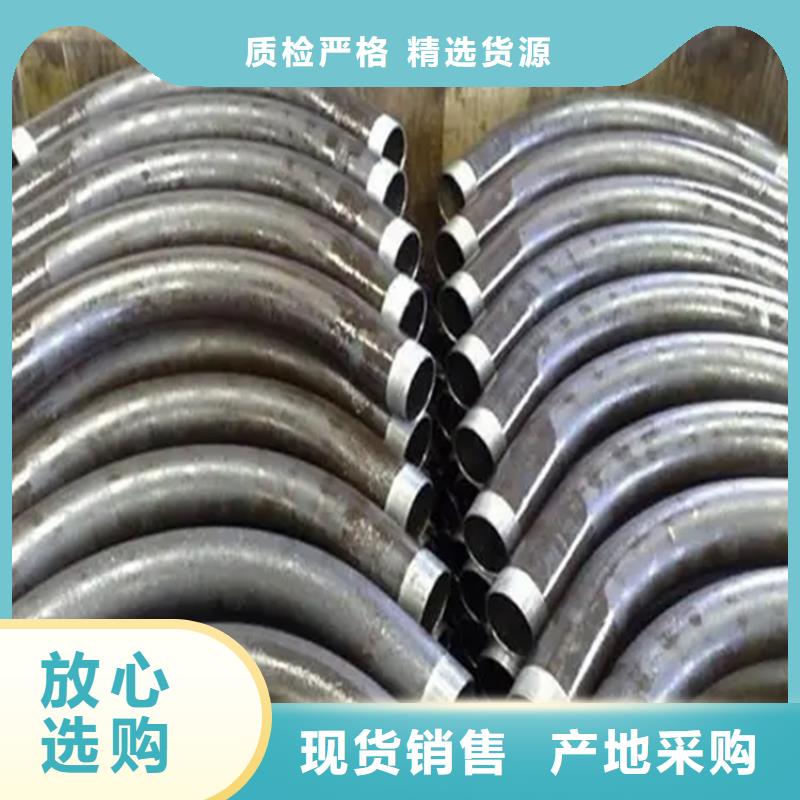
弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。

弯管L型弯管信誉有保证,航萧管件有限公司为您提供弯管L型弯管信誉有保证产品案例,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:经济开发区崂山路物流院内。