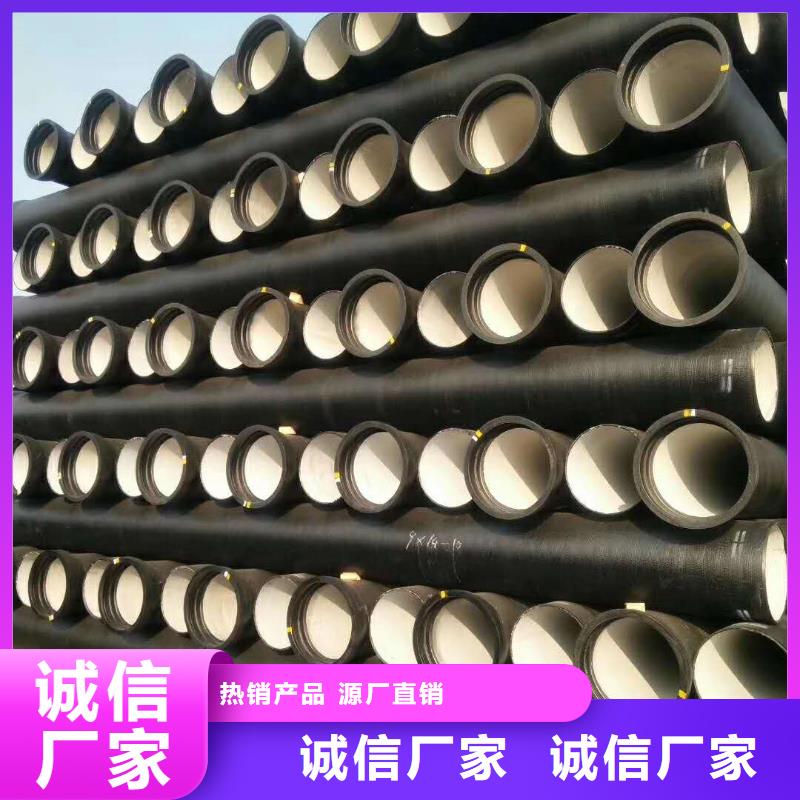






管道试压且近几年还将有几个球墨铸铁管厂建成。2000年,中国年产离心铸造球墨铸铁管达90万吨。此外,中国自行研制的水平连续铸造球墨铸铁型材生产线已通过鉴定,并已有多家企业投产。再加上中国引进的一条生产线,至2002年,中国年产球墨铸铁型材的能力达数万吨。同种资料按入库先后分别堆码,便于执行先发的准绳。露天堆放的型钢,下面需有木垫或条石,垛面略有倾斜,以利排水,并留意资料安放平直,避免形成弯曲变形。堆垛高度,人工作业的不超越2m机械作业的不超越5m垛宽不超越5m.球墨铸铁管材试验标准,试验压力为OMPa,稳压30分钟,U—PVC管轴向线膨胀系数比金属管材大,我司试压标准较规范高,试压时接口一般会滑出2-5MM,因此试压时回填土方必须达到要求的压实度,管道支墩达到设计强度,后背稳固,同时,时观察各接口,试压顺利进行,确保工程质量。
球墨铸铁管现货而言高库存高产量钢价还将低位徘徊震荡筑底,留给钢贸商逃生的时间已不多,按需采购、低库存运作规避风险是当务之急。虽然我们国内的情况已经基本恢复正常生活状况,但是海外的疫情越发严重,全球确诊病历有可能突破百万,国外封国的越来越多,经济停滞直接影响我们国内球墨铸铁管的出口,焊补和胶补管的做法虽然提高了管道的表面质量,却掩盖了缺陷存在的事实。而对于使用者来说,光洁的外表下面竟然隐藏着严重缺陷,客户如何能满意呢?介于焊补和胶补的种种弊端,可以预见的是,不锈钢水管领域未来的市场竞争激烈程度会越来越明显,将会是质量、品牌、渠道、实力、服务等的综合竞争。其他品种都随着原油的下跌而下跌了,未来球墨管价格会补跌,预计还有200左右的跌幅,大约05合能破3200。

球墨铸铁管建立热挤压过程本身所需的热力学条件,挤压筒的预热为重要。挤压筒的预热可以提高其使用寿命。挤压筒预热时,球墨铸铁管为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,球墨铸铁管挤压筒内衬套的结构形式,包括内衬套的内径和形状,内衬套外径与中套内径的配合;除了过盈配合之外,还有多种形式的配合,如图7-4所示。挤压筒内衬套经热处理后,球墨铸铁管其硬度HRC达到40~45;在不重车的情况下,使用寿命达到1500~4000次。除此之外,挤压筒使用时,为了给水将使预应力降低从而,恶化挤压筒套筒的工作能力。
球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测。球墨铸铁管一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。