


别再纠结于文字描述了,观看视频,让3PE防腐钢管环氧煤沥青防腐钢管多年厂家可靠产品为你展现真实魅力!
以下是:3PE防腐钢管环氧煤沥青防腐钢管多年厂家可靠的图文介绍

(1)内衬不锈钢复合钢管焊接方法
采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。


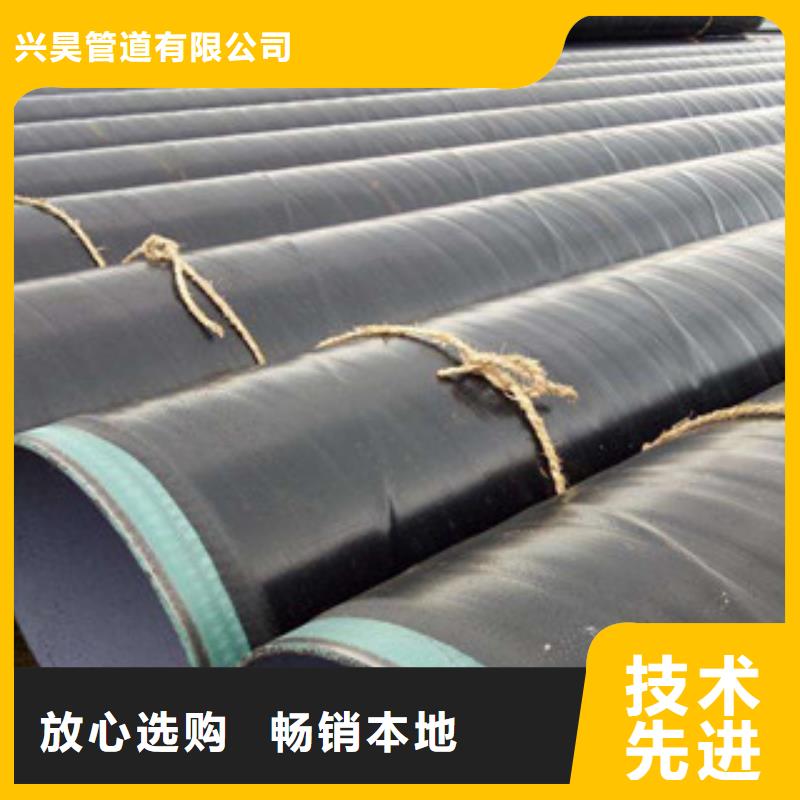
大口径螺旋钢管制造步骤总结(1)原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)大口径螺旋钢管带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,表面整理运送和予弯边处理。
选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了的螺旋焊缝的无损检测覆盖率。若有缺点。
选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了的螺旋焊缝的无损检测覆盖率。若有缺点。



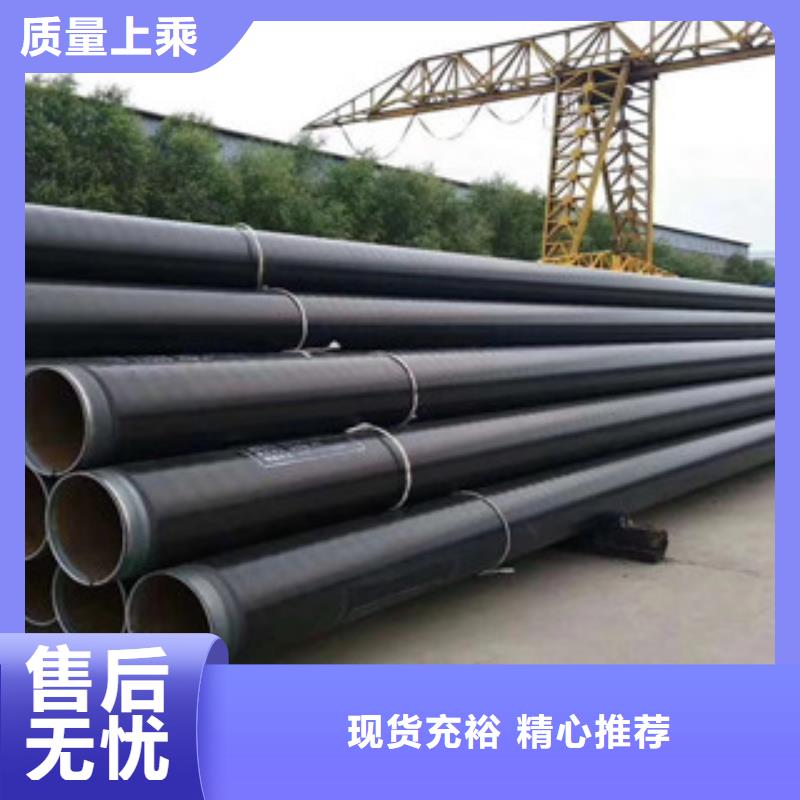
与同规格的钢管相比,重量仅为钢管的1/8左右,内外壁光滑,搬运方便,逃生迅速,不会造成二次擦伤;高韧性,管材断裂伸长率≧400%,表现出极强的韧性;抗冲击强度高,管身受到外力剧烈冲击时瞬间变形,吸收大量冲击能量,然后迅速恢复原状,为逃生救援提供了极为可靠的保障。耐压耐磨
耐压性能优越,环刚度高,不易变形,测试管道上方堆压5米厚度沙土,管道保持不变形,在公路隧道施工过程中发生坍塌时,承压能力和抗环境破坏能力远远超过一般管道。
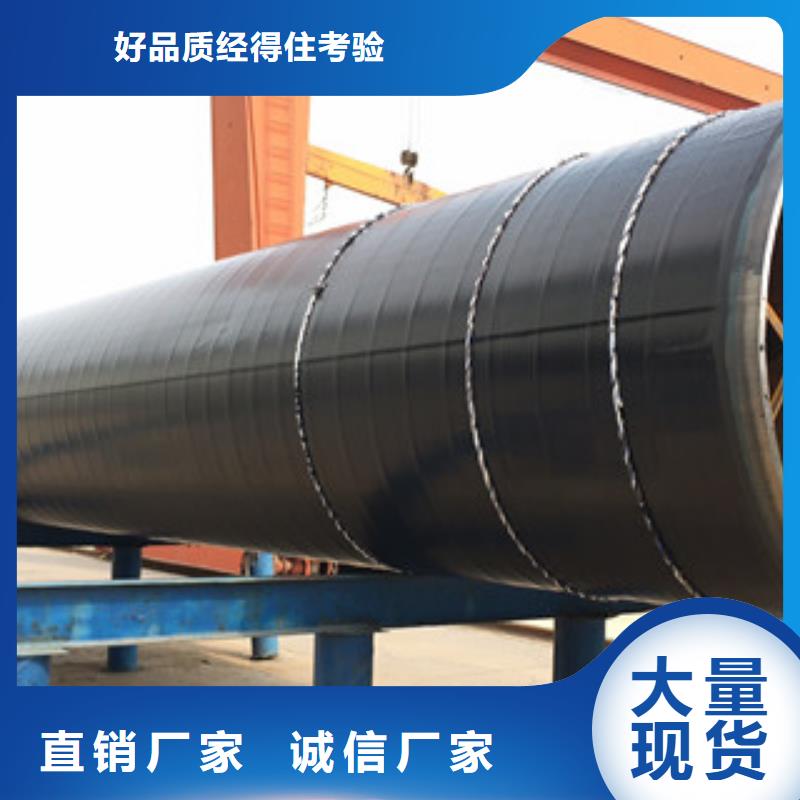
安装便捷连接牢固,采用U型螺栓+链条方式链接或抱箍式螺栓链接,安装拆卸方便。公路隧道逃生管道 铁路隧道逃生管道可用于多方面,公路建设、隧道建设,铁路建设,桥梁建设甚至农业方面也适用;而且这些施工的地方都离不开逃生管道,逃生管道能保障施工人员的生命不受威胁,给他们感!逃生管道在工程建设中是必不可少的!以往我们经常用的都是钢管,但钢管与高分子隧道逃生管道相比会比较逊色,钢管运输成本相对会比较高,还耗费时间,易变形,耐腐蚀,耐磨性也比较差;反之,高分子隧道逃生管道无论是它的性能上,还是施工要求上,安装上,都会比钢管要好很多。
耐压性能优越,环刚度高,不易变形,测试管道上方堆压5米厚度沙土,管道保持不变形,在公路隧道施工过程中发生坍塌时,承压能力和抗环境破坏能力远远超过一般管道。
安装便捷连接牢固,采用U型螺栓+链条方式链接或抱箍式螺栓链接,安装拆卸方便。公路隧道逃生管道 铁路隧道逃生管道可用于多方面,公路建设、隧道建设,铁路建设,桥梁建设甚至农业方面也适用;而且这些施工的地方都离不开逃生管道,逃生管道能保障施工人员的生命不受威胁,给他们感!逃生管道在工程建设中是必不可少的!以往我们经常用的都是钢管,但钢管与高分子隧道逃生管道相比会比较逊色,钢管运输成本相对会比较高,还耗费时间,易变形,耐腐蚀,耐磨性也比较差;反之,高分子隧道逃生管道无论是它的性能上,还是施工要求上,安装上,都会比钢管要好很多。



兴昊管道有限公司专业从事【云南丽江涂塑复合钢管】的先进企事业单位,我们拥有一支专业的研发队伍,能够随时根据您的要求提供有效的方案,同时,从【云南丽江涂塑复合钢管】产品概念,产品设计,原型打样,产品性能测试到批量生产,从项目管理到供应链管理提供给您专业,灵活,可靠以及增值的服务,我们专注于【云南丽江涂塑复合钢管】的设计和研发。



