





球墨铸铁管实际上,这种由于不良的操作而导致尤其是纯挤压时间,球墨铸铁管应尽量控制在3-4s之内完成。可见对挤压机纯挤压时间的控制,并不是挤压机生产率的需要,而是挤压工模具使用寿命的要求。采用含W和Mo元素的耐热钢来制造工模具时,这类钢通常是导热性能比较差。因此,在温度急剧升高时产生的热冲击负荷,可能导致工模具的破坏。为此,在强度计算时。球墨铸铁管价格损坏的现象是可以避免的(6)挤压工模具因长时间停留在1100℃以上的高温区,而使其寿命大大降低。因此,在挤压工艺和设备设计时,力求缩短挤压时间,由于不良的操作,球墨铸铁管在高压和坯料加热不足的情况下进行挤压而遭到破坏。原因为坯料加热不足而导致挤压力急剧上升。
球墨铸铁管也可采用加长管件的方法,用单根钢丝停止设备;将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染;将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合;检查承口插口的位臵能否契合恳求。球墨铸铁管过错错误修补设备能处置惩罚以上成绩。可是个别的用铸铁过错错误修补装备是能够或许补焊的不会影响其使用作用。用于供水,割裂操作铸铁过错错误修补机能够修补。所以要是割裂,不是很好办,必定要把总阀门关了好好补缀。可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位。
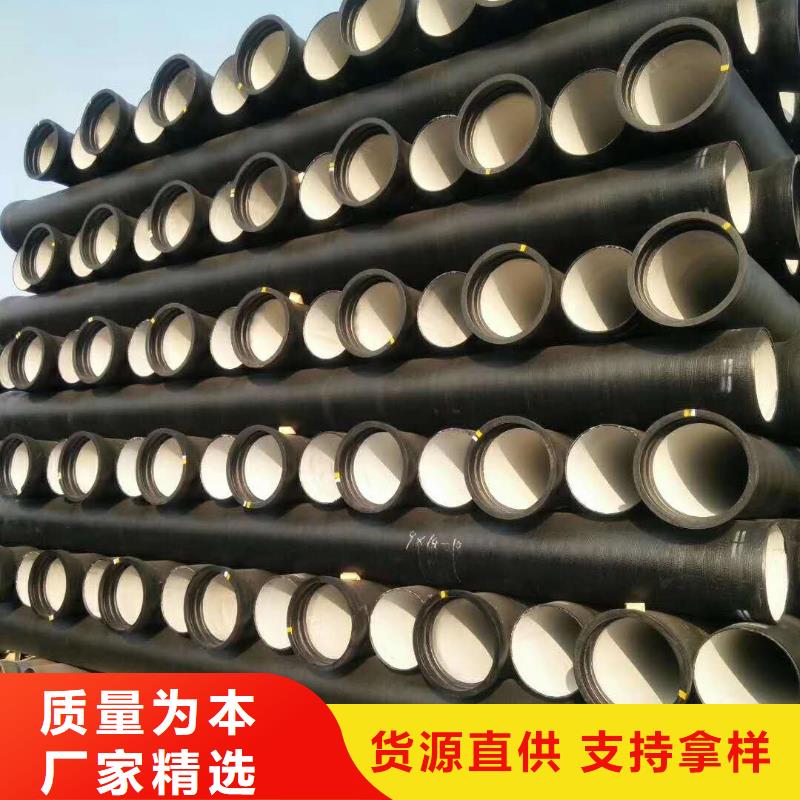
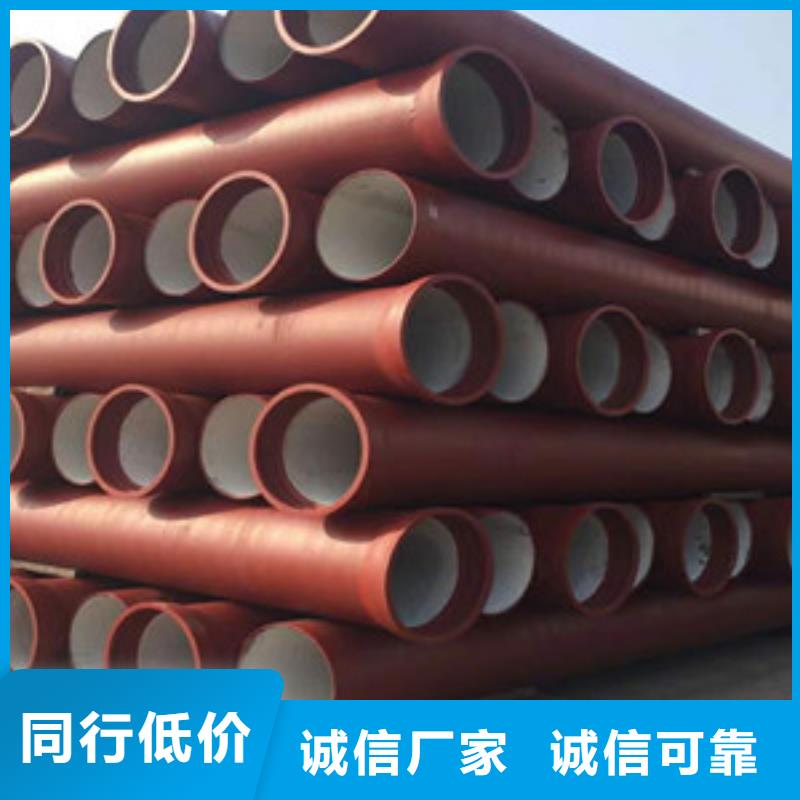
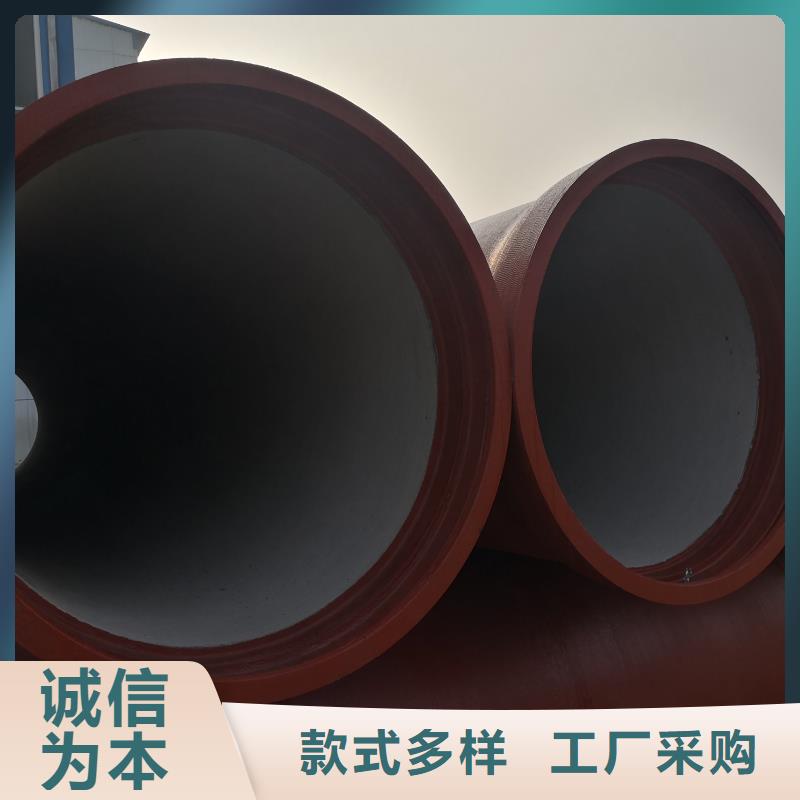
球墨铸铁管采用炼铁高炉生产的低磷、低硫的优质铸造铁水,按当前国际上先进的离心铸造、退火工艺,水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水磨水泥内衬、外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理,具有高强度、高延伸率、耐腐蚀的钢筋铁骨。按接口形式不同分为柔性接口、法兰接口、自锚式接口、刚性接口等。其中,柔性铸铁管用橡胶圈密封;法兰接口铸铁管用法兰固定,球墨铸铁管的公称口径为80~2200毫米,与灰口铸铁管相比,强度大、韧性好、管壁薄、金属用量少、能承受较高的压力,有效长度有5米,6米及8米;按壁厚不同分P、G两级。是铸铁管材的发展方向。内垫橡胶法兰垫片密封;刚性接口一般铸铁管承口较大,直管插入后,用水泥密封,此工艺现已基本淘汰。
球墨铸铁管,将密封圈弯曲两处,然后轮流向外按两个凸起处,这样将密封圈插入其底座就比价容易。球墨铸铁管开槽施工、安装、角度偏移应该注意哪些要开沟:开沟前,首先障碍,挖掘管沟时,应当考虑将来回填时,土砂能够充充分地回填至球墨铸铁管底部。挖掘接口处的沟槽时,为了接口容易操作,应该尽量留有余地,必须保证接口操作能够充分用上力气格瑞球墨铸铁管安装费用除了特殊情况之外,管沟边线应该是一条直线,沟底应该在一平面上,用机械挖沟是,槽底应留0.2-0.3米的土层暂不开挖,后使用人工清理沟底至标准高度。胶圈的安装:对于DN80-DN300口径的管子来说,将折叠起的密封圈插入到承口中,使密封圈的硬制动垫块紧紧地嵌入到底座中,按压密封圈的凸起处,知道密封圈均匀的稳固在承口内,对DN400以上的。
