

我们精心制作的不锈钢复合管护栏2-不锈钢桥梁护栏价格实惠工厂直供产品视频已经准备就绪,【解锁新品!】不锈钢复合管护栏2-不锈钢桥梁护栏价格实惠工厂直供产品视频,带你穿越新品体验之旅!
以下是:不锈钢复合管护栏2-不锈钢桥梁护栏价格实惠工厂直供的图文介绍
腾昊金属制品有限公司始建于2018年,厂家现位于西藏拉萨工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【西藏拉萨国道抗冲击围栏】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【西藏拉萨国道抗冲击围栏】企业。




关于咱们在比较重要的中施工的话,也主张我们要建立一个简略的处理办法,比如说运用阻隔带或者是运用一些主张的栏杆来进行简略的阻隔,这样就是有其它的单位在施工,也知道这个当地需要,,形成不必要的损坏了。不锈钢桥梁护栏是一种桥梁上常见的护栏,由不锈钢复合管和立柱构成的,下面小编给您简略介绍一下。近期,几大不锈钢复合管厂家都有新建项目连续上马,但新项目所需冷、热连轧项目的收购状况却不容乐观,这与近提出的复兴配备制作业、走自主创新道路的理念相距甚远。重型机械行业工程师李昌荣的言谈中流显露对冷、热连轧设备国产化出路的忧虑。忧虑不无道理。近来国内相关制作企业也曾多次向反映,在大型冶金配备,尤其是国内技能已较为老练的冷、热连轧设备的投标收购上,国内企业总是遭受乘兴而来,绝望而归的为难。正本决议面向国内收购的设备,后还是选择了洋设备。投标宣扬口径与实践成果相距甚远,让国内制作企业难以承受。某大型机械制作企业代表说此番话时虽然情绪激动,但面临的进一步问询却半吐半吞。以现在的质料行情和不锈钢复合管护栏厂家生产成正本看,不锈钢复合管护栏厂家相较之前有了一定的赢利空间,因而,不锈钢复合管护栏厂家经过扩展产值来争夺扭亏的志愿益发激烈,终究让粗钢产值反弹。昨日,不锈钢复合管护栏工业(下称中钢协)发布的数据显现,11上旬,重点大中型企业粗钢日均产值为163.77万吨,旬环比7.78%。对此,西本新干线预估称,11上旬粗钢日均产值为195.67万吨,旬环比1.61%。据分析,国内建筑不锈钢碳素钢复合管商场场,除东北地区底部价格小幅上抬之外,其他地区基本处于弱势下探的通道中。总体上看,北方商场价格已显着低于南边商场,考虑到后期赛冷气候的到来,需求将逐步清炎,北方商场价格还有进一步小幅下探的空间。



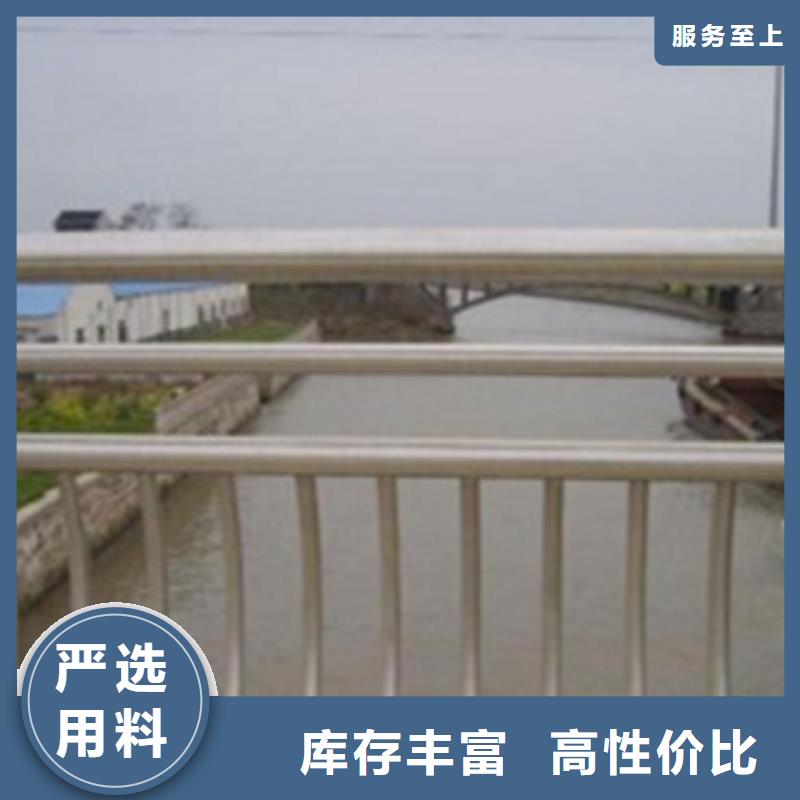
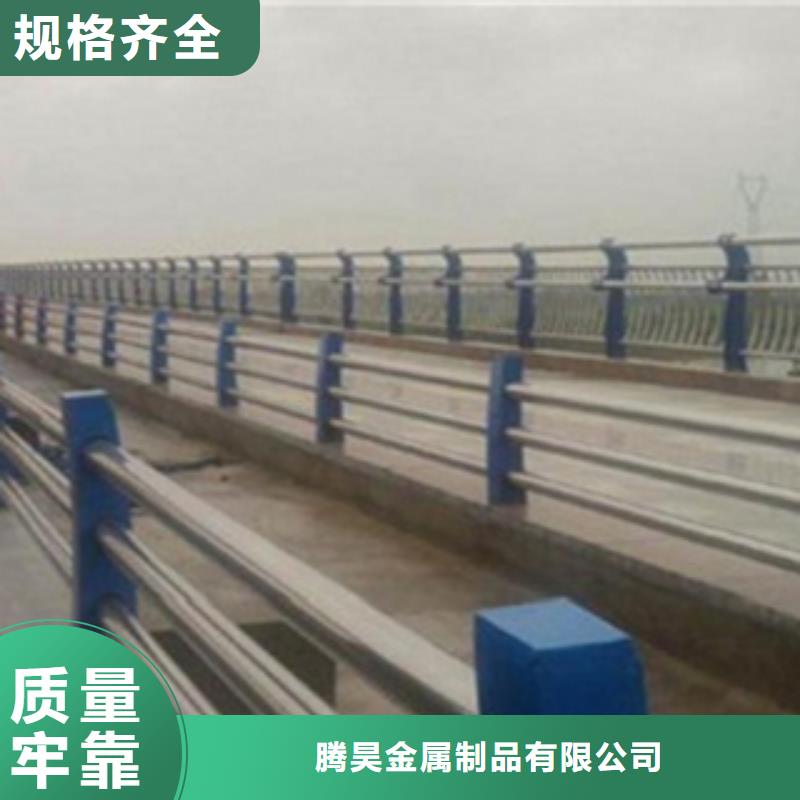
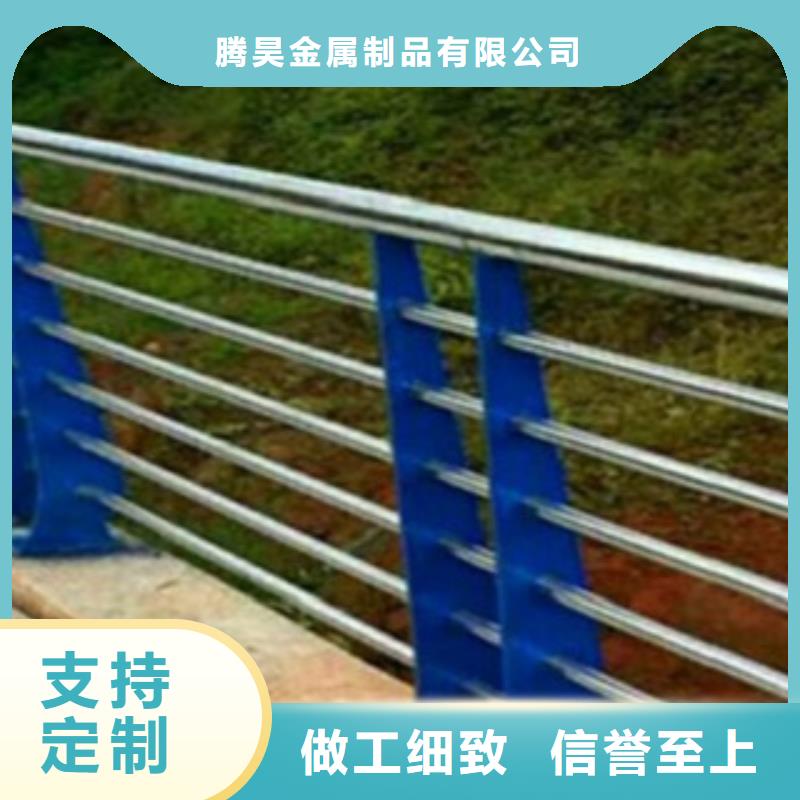
还有一点,栏杆的高度不能过高而人们的视界,栏杆的高度能够依据桥面间隔而定,一般净空间隔三米以上时,栏杆手扶面约为一米,当净空间隔小于三米时,可适当减低栏杆高度。关于比较宽的桥面,具有分割带多车道桥梁,栏杆的高度和端面尺度能够略大些,以添加桥梁护栏的慎重感。款式的多样与一致。现在桥梁护栏的规划多以简练明快的风格为主,但是在栏杆的构成部件的图画造型仍是能够灵敏多变的,这样既能够避免乏味,又能够保持栏杆的调和一致,不影响桥梁的主体。我厂产品有保证,价格很实惠,欢迎我们选购桥梁护栏!以上就是我司在规划桥梁护栏应留意的方面,有需要的话能够前来将会为您供给的效劳。工艺流程:施工--放样--下料--焊接装置--打磨--焊缝查看--抛光。首要施工办法:施工前应先进行现场放样,并准确计算出各种杆件的长度。按照各种杆件的长度准确进行下料,其构件下料长度答应误差为1mm。挑选适宜的焊接工艺,焊条直径,焊接电流,焊接速度等,经过焊接工艺实验验证。脱脂去污处理:焊前查看坡口、组装空隙是否符合要求,定位焊是否结实,焊缝周围不得有油污。不然应挑选三氯代、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。不锈钢逐步发挥很大效果.为什么日子和出产中大家都喜爱运用不锈钢其实首要仍是由于它的性能好,不锈钢复合管栏杆就是一个首要的运用.给大家具体的介绍一下它的性能特点.一是它不容易发作腐蚀,也就是说即便在恶劣的。立柱截面尺度为120㎜120㎜,高度分为1180㎜(铁三院)和1080㎜(铁一院)两种;扶手顶宽100㎜,底宽106㎜,高100㎜;托梁顶宽100㎜,底宽110㎜,高100㎜;扶手、托梁与栏片衔接外表设置栏片装置插槽,插槽深度15㎜。扶手与立柱处衔接,端部预留钢筋,立柱顶部设置扶手卡槽,卡槽深度110㎜,宽60㎜,一起柱顶预埋钢筋,外漏长度170㎜,扶手经过卡槽与立柱固定,并经过柱顶预埋钢筋衔接两边横梁及柱帽,钢筋埋入立柱深度满意锚固要求。


因为复合层和底层之间不易熔焊在一起,所以在组对前,首要进行封焊。封焊应选用热输入量小的焊接办法,所以,关于封焊,咱们仍果用手艺钨极氩弧焊。关于过渡层,其熔敷金属成分十分杂乱,为了使合金浓度梯度不太大,应挑选热输入稍大一些的焊接办法,则咱们选用焊条电弧焊进行焊接。因为底层原料为碳钢,是一种常见的原料,焊接工艺十分老练,所以关于底层的焊接选用焊接电弧焊,以焊接施工功率。复层的焊接打底层选用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接要求高的工序,焊工有必要具有过硬的技术水平和高度的责任感。焊前有必要对管子内部、焊缝反面充99.99%的一段时间用气体氧含量仪从坡口空隙深化抽取气体丈量管子内部氧含量,当氧含量低于50ppm时开端为了确保底层焊接,选用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平坦。选用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行查看,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺点存在,或X射线查看后,方可进行下道主序焊接。过渡层的焊接过渡层是复合管熔敷合金成分为杂乱的焊层,假如焊接参数选用不妥,简单形成熔敷合金浓度梯度过大,然后影响接头的防腐蚀功能接。焊接时选用焊条选用A302,为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。


