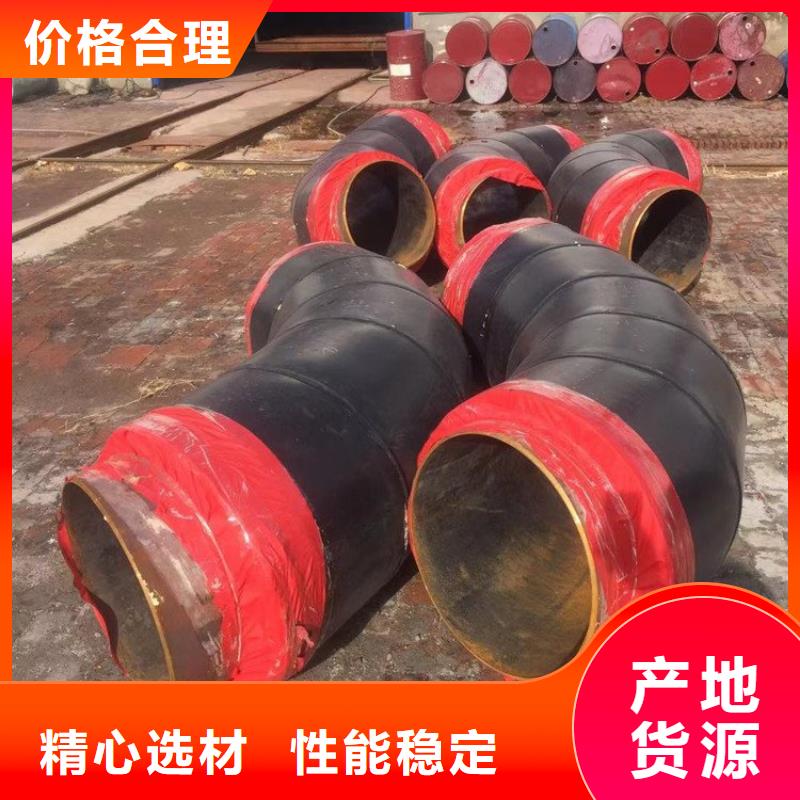

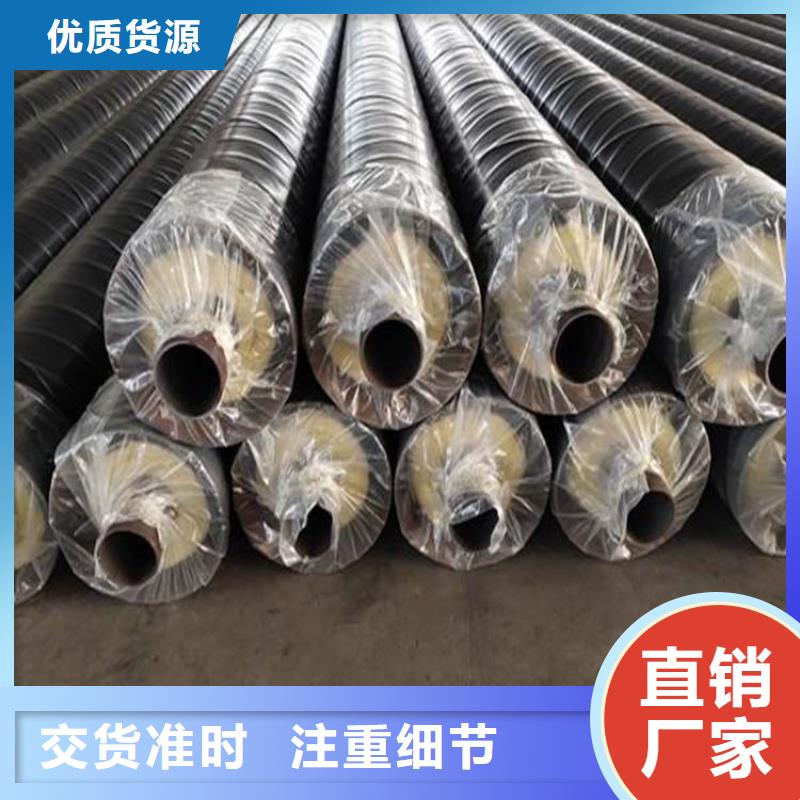


保温钢管用于集中供热、供冷和热油的输送及分配的保温管的钢管和聚乙烯外护管,二者用聚氨酯泡沫绝热材料紧密地结合为一体。管径范围是Φ90~Φ1240保温管全称叫高密度聚乙烯聚氨酯硬泡沫发泡保温管,它的作用是保护工作管内部流体的温度,防止与外界发生热传递,导致流体温度的流失。
聚氨酯热水兰州保温钢管自三十年代聚氨酯合成材料诞生以来,一直作为一种优良的绝热保温材料而得到发展,其应用范围也越来越广泛,更由于其施工简便、节能防腐*而被大量地用于各种供热、制冷、输油、输汽等各种管道。大量地用于各种供热、制冷、输油、输汽等各种管道。
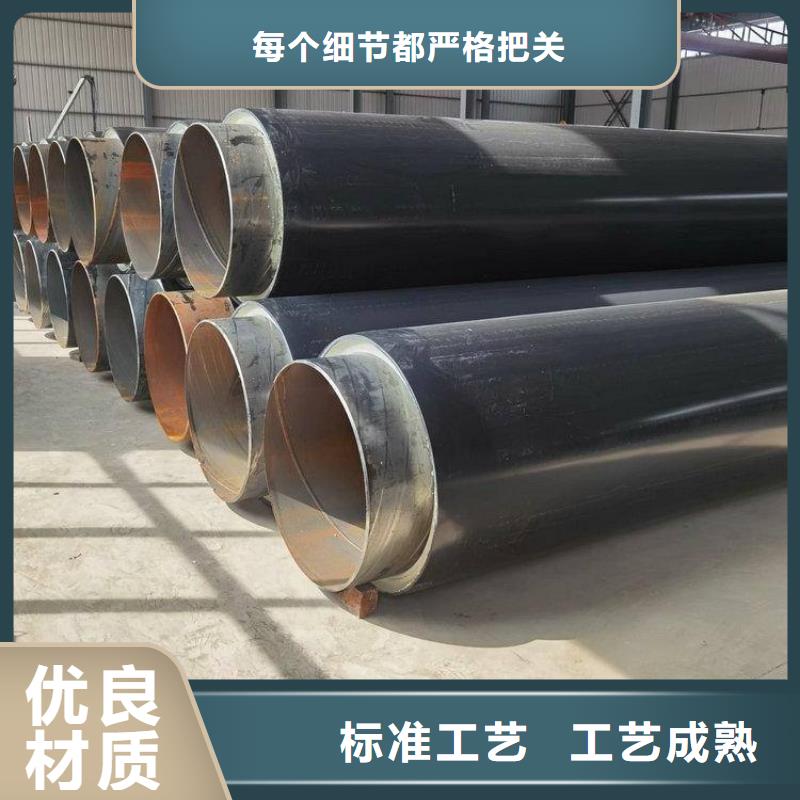
直埋式高温蒸汽用预制兰州保温钢管是地下直埋中的一种管道,采用没有混凝土结构的情况下也可以进行地下直埋的方式,即工作钢管的热膨胀在外管内进行,从而降低了材料成本,缩短了施工日期,并保障了供热管道的性,可以在不同温度环境下更的广泛应用,尤其适用于高温蒸汽管道项目。使用温度可达150℃-450℃。内钢管选用二度无机富锌底漆(耐温≥400℃)防腐涂层,管道端口选用聚乙烯薄膜或三层PE冷缠带密封,防止安装前进入潮气或施工中进入水。
预制聚氨酯保温钢管整体性能优良、严格执行钢管外表面抛丸除锈处理和外护管内表面电晕处理工艺,进一步提高保温管的粘接性能。保温钢管保温层材料为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的间隙,并具有一定的粘接强度,使钢管、外套管及保温层三者之间形成一个牢固的整体。
兰州保温钢管聚氨酯泡沫具有良好的机械性能和绝热性能,通常情况下可耐温120℃通过改性或与其它隔热材料组合可耐温180℃。直埋式预制保温管较之传统的各类保温管材具有十分突出的优点:
1、保温性能好,热损失仅为传统管材的25%,长期运行可节约大量能源,显著降低能源成本。
2、具有很好的防水和耐腐蚀能力,不需附设管沟,可直接埋入地下或水中,施工简便迅速,节能效果由于同类产品,综合造价低。
3、在低温条件下也具有良好的耐腐蚀和耐冲击性,可直接埋入地下冻土。
4、使用寿命可达30-50年,正确的安装和使用可使管网维修费用极低。
5、可设置报警系统,自动检测管网渗漏故障,准确指示故障位置并自动报警。
保温钢管是影响节能的重要因素,保温钢管的研制与应用越来越受到世界各国的普遍重视。20世纪70年代后,国外普遍重视保温钢管的生产和应用,力求大幅度减少能源的消耗量,从而减少环境污染和温室效应。国外保温工业已经有很长的历史,而新型保温材料也正在不断地涌现。1980年以前,我国保温钢管的发展十分缓慢,为数不多的保温厂只能生产少量地下直埋保温钢管,但中国保温工业经过30多年的努力,特别是经过近10年的高速发展,不少产品从无到有,从单一到多样化,质量从低到高,应用越来越普遍。聚氨酯材料是国际上常用的保温材料。硬质聚氨酯具有很多优异性能,在欧美广泛用于保温隔热领域。欧美等发达的保温材料中约有49%为聚氨酯材料,而在中国这一比例尚不足20%。因此,聚氨酯材料保温钢管在中国的发展还有很大的空间。
1、外护钢管:保护保温层免受地下水侵蚀,支撑工作管并能承受一定的外部荷载,保证工作管正常工作。2、防腐层:保护外钢管避免腐蚀物腐蚀钢管,延长钢管使用寿命。3、减阻层:保证工作钢管热胀冷缩自由运动。4、聚氨酯泡沫层:保证介质温度保证外护管表面保持常温。5、阻隔、反射层:保证有机泡沫材料不进入无机硬质耐高温层;反射耐高温层部分热量。6、工作钢管:保证输送介质正常流动。7、无机硬质保温层:耐高温,保证与有机保温层之间的界面温度,保证泡沫不被炭化。
聚氨酯保温钢管,全称:高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管,由输送介质的工作钢管,聚氨酯硬质泡沫塑料保温层和高密度聚乙烯外护管紧密结合而成。
工作钢管层根据设计和客户的要求一般选用无缝管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直缝焊管(GB3092至93)。钢管表面经过抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5至88标准中R=12.5微米
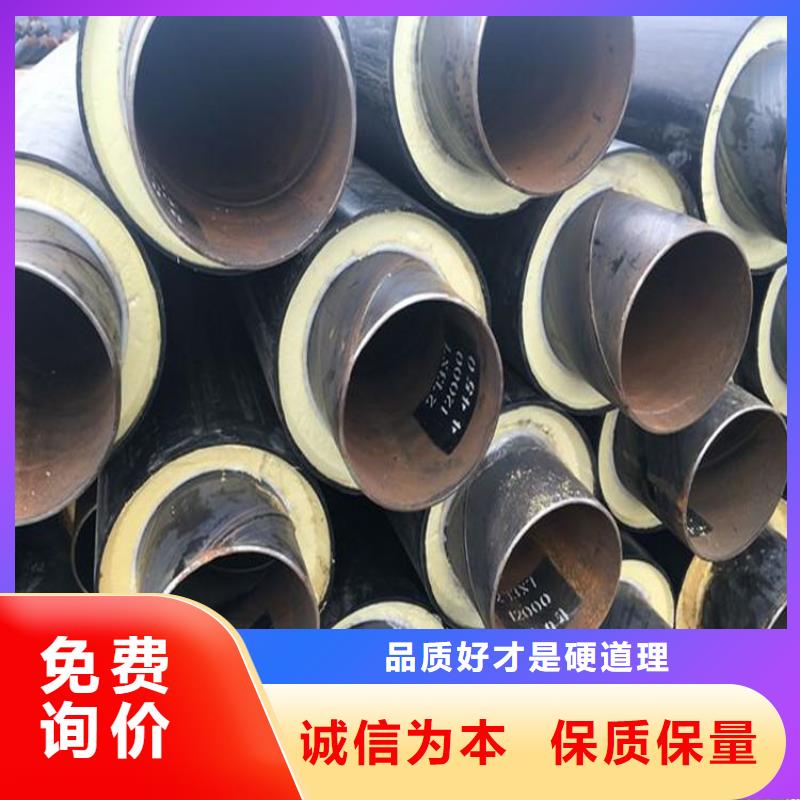
第二层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃-150℃时,选用硬质聚脲酸酯泡沫塑料做保温层。
第三层:高密度聚乙烯保护层预制成一定壁厚的黑色(黄色)塑料管材,其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐防水。
保温钢管先生产出高密度聚乙烯外护管,然后在聚乙烯外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
保温钢管制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端裸露部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(法兰或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
